
tre ces lignes sont toujours obtenues par la différence
des hauteurs au-dessus du marbre pris
èomme base. Pour toutes ces mesures, le traceur
dispose d’un mètre d’une seule pièce en
une bande d’acier (fig. 74 7); les mètres pliants,
généralement en cuivre dont se servent les ouvriers
ajusteurs et machinistes, ne présentent
pas une exactitude suffisante pour le traçage.
Ayant ainsi tracé au trusquin les lignes horizontales
de la pièce, le traceur, avec l’équerre,
les coupe par les axes verticaux convenablement
choisis et, grâce au compas, reporte sur
la pièce à partir de ces a”es les autres cotes
horizontales et, à partir des centres, intersections
de ces deux series d’axes, il décrit les cercles
et fractions de cercles nécessaires.
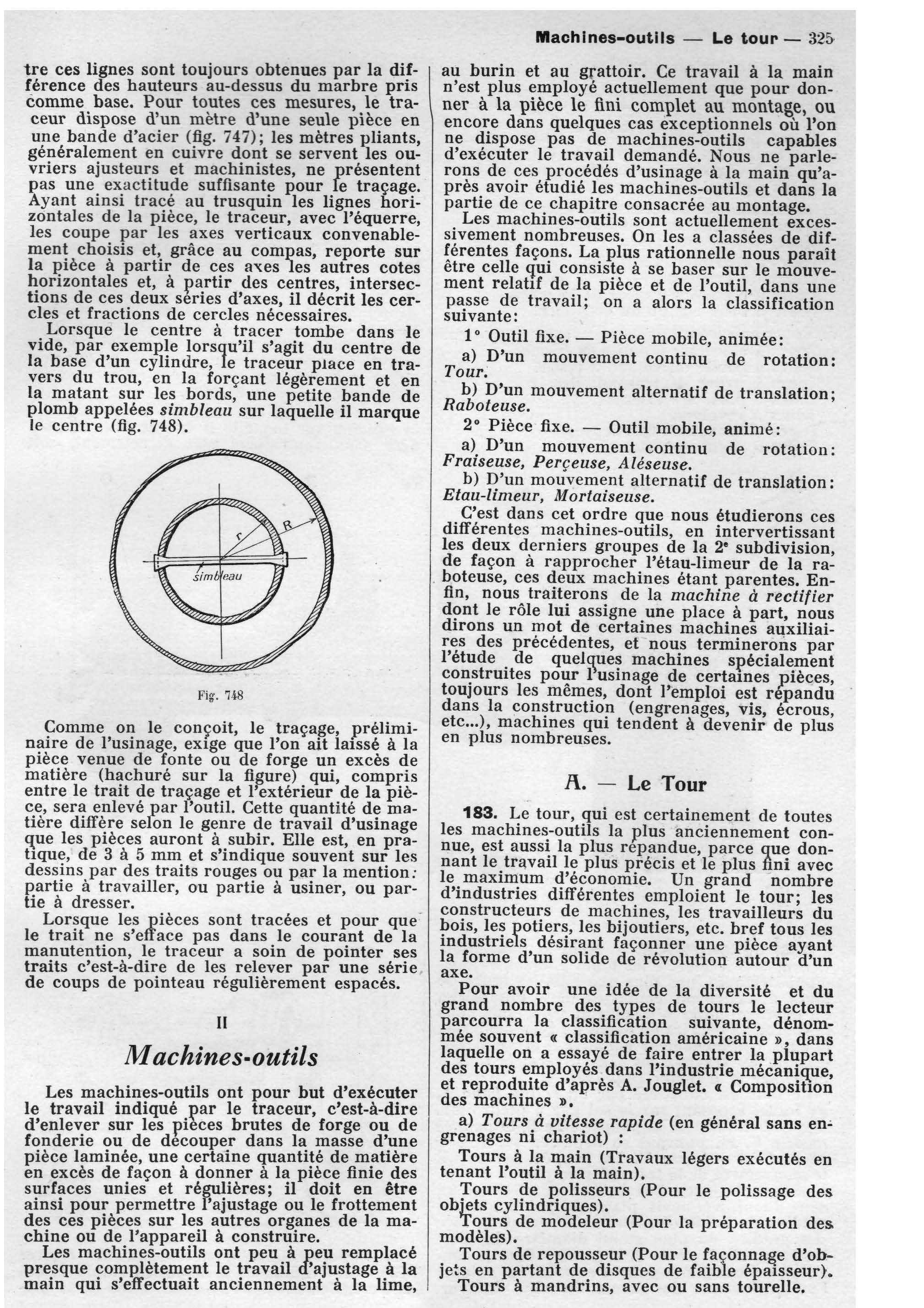
Lorsque le centre à tracer tombe dans le
vide, par exemple lorsïu’il s’agit du centre de
la base d’un cylinùre, e traceur place en travers
du trou, en la forçant légèrement et en
la matant sur les bords, une petite bande de
plomb appelées simbleau sur laquelle il marque
le centre (fig. 748). ·
Fi~. 748
Comme on le con9oit, le traçage, préliminaire
de l’usinage, exige que l’on ait laissé à la
pièce venue de fonte ou de forge un excès de
matière (hachuré sur la figure) qui, compris
entre le trait de traçage et l’extérieur de la pièce,
sera enlevé par l’outil. Cette quantité de matière
diffère selon le genre de travail d’usinage
~ue les pièces auront à subir. Elle est, en pratique,
de 3 à 5 mm et s’indique souvent sur les
dessins p ar des traits rouges ou par la mention:
partie à travailler, ou partie à usiner, ou partie
à dresser.
Lorsque les pièces sont tracées et pour que
le trait ne s’efface pas dans le courant de la
manutention, le traceur a soin de pointer ses
traits c’est-à-dire de les relever par une série
de coups de pointeau régulièrement espacés.
Il
Machines-outils
Les machines-outils ont pour but d’exécuter
le travail indiqué par le traceur, c’est-à-dire
d’enlever sur les pièces brutes de forge ou de
fonderie ou de decouper dans la masse d’une
pièce laminée, une certaîne quantité de matière
en excès de façon à donner à la pièce finie des
surfaces unies et régulières; il doit en être
ainsi pour permettre l’ajustage ou le frottement
des ces pièces sur les autres organes de la machine
ou de l’appareil à construire.
Les machines-outils ont peu à peu remplacé
presque complètement le travail d’ajustage à la
main qui s’effectuait anciennement à la lime,
Machines-outils – Le tour – 325-
au burin et au grattoir. Ce travail à la main
n’est plus employé actuellement que pour donner
à la pièce le fini complet au montage, ou
encore dans quelques cas exceptionnels où l’on
ne dispose pas de machines-outils capables
d’exécuter le travail demandé. Nous ne parlerons
de ces procédés d’usinage à la main qu’après
avoir étudié les machines-outils et dans la
partie de ce chapitre consacrée au montage.
Les machines-outils sont actuellement excessivement
nombreuses. On les a classées de différentes
façons. La plus rationnelle nous paraît
être celle qui consiste à se baser sur le mouvement
relatif de la pièce et de l’outil, dans une
passe de travail; on a alors la classification
suivante:
1 ° Outil fixe. – Pièce mobile, animée:
a) D’un mouvement continu de rotation:
Tour;
b) D’un mouvement alternatif de translation;
Raboteuse.
2° Pièce fixe. – Outil mobile, animé:
a) D’un mouvement continu de rotation:
Fraiseuse, Perçeuse, Aléseuse.
b) D’un mouvement alternatif de translation:
Etau-limeur, Mortaiseuse.
C’est dans cet ordre que nous étudierons ces
différentes machines-outils, en intervertissant
les deux derniers groupes de la 2• subdivision,
de façon à rapprocher l’étau-limeur de la ra-
. boteuse, ces deux machines étant parentes. Enfin,
nous traiterons de la machine à rectifier
dont Je rôle lui assigne une place à part, nous
dirons un mot de certaines machines auxiliaires
des J>récédentes, et nous terminerons par
l’étude de quel~es machines s:pécialement
construites pour 1 usinage de certames pièces,
toujours les mêmes, dont l’emploi est répandu
dans la construction (engrenages, vis, écrous,
etc … ), machines qui tendent à devenir de plus
en plus nombreuses.
l. – Le Tour
183. Le tour, qui est certainement de toutes
les machines-outils la plus anciennement connue,
est aussi la plus repandue, parce que donnant
le travail le plus précis et le plus fini avec
le maximum d’économie. Un grand -nombre
d’industries différentes emploient le tour; les
constructeurs de machines, les travailleurs du
bois, les potiers, les bijoutiers, etc. bref tous les
industriels désirant façonner une pièce ayant
la forme d’un solide de révolution autour d’un
axe.
Pour avoir une idée de la diversité et du
grand nombre des types de tours le lecteur
parcourra la classification suivante, dénommée
souvent « classification américaine », dans
laquelle on a essayé de faire entrer la _plupart
des tours employés dans l’industrie mécanig_ue,
et reproduite d’après A. Jouglet. a: Composition
des machines ».
a) Tours à vitesse rapide (en général sans en•
grenages ni chariot) :
Tours à la main (Travaux légers exécutés en
tenant l’outil à la main).
Tours de polisseurs (Pour le polissage des
objets cylindriques).
Tours de modeleur (Pour la préparation des
modèles).
Tours de repousseur (Pour le façonnage d’obje!
s en partant de disques de faible épaisseur}.
Tours à mandrins, avec ou sans tourelle.
