
<>rganes d’un tour, en parlant des lunettes. On
distingue deux sortes de lunettes: les lunettes
fixes et les lunettes à suivre.
La lunette fixe se place directement sur le
banc du tour et s’y amarre solidement par un·
ou plusieurs boulons de serrage. Elle est utilisée
pour soutenir vers son milieu une pièce trop
longue et que l’on craint de voir fléchir entre
les pointes. Elle consiste en une armature de
fonte, qui constitue une cage dans laquelle on
vient placer deux demi-coussinets en bois dur
dont l’alésage épouse le diamètre de la pièce;
ou bien qui porte comme la lunette R (fig. 749)
trois tiges de fonte ou d’acier garnies à leur
extrémité de calles en bois de gaïac, placées
à 120 • les unes des autres et qui enserrent la
pièce à usiner.
La lunette à suivre telle que R2 (fig. 749) se
place sur le tablier même, en face de l’outil
i:le l’autre côté de la pièce. Elle a pour but de
maintenir la pièce en contact de l’outil et
de supporter la poussée de celui-ci pour éviter
que la pièce ne se voile au cours du travail;
elle est usitée lorsqu’on veut prendre .de fortes
passes sur des pièces un peu longues qui seraient
mal maintenues entre les deux pointes,
surtout lorsque le travail s’exécuterait vers leur
milieu.
Certains outils sont emmanchés, ils ne sont
J?lus fixés sur le chariot mais sont maintenus
a la main par le tourneur: la plane (fig. k)
donne le fini à la pièce, le crochet (fig. 1) en
ébauche les congés et le grain d’orge (fig. m)
“”:( dresse les surfaces planes perpendiculaires
a l’axe (extrémités, gorges, etc.).
Dans les outils à charioter eux-mêmes, on
choisira un outil à tranchant rond c’est-à-dire
très robuste, pour les passes dégrossisseuses,
tandis qu’on prendra un outil à tranchant aigu
pour les :r,asses finisseuses.
Enfin Il y a encore une famille excessivement
nombreuse d’outils, ce sont les outils de
forme, destinés à produire des profils spéciaux,
et qui sont très employés dans le travail
en série. Pour assurer à ces outils qui
donnent après un dégrossissage à l’outil ordinaire
la forme définitive à la pièce, un profil
toujours le même malgré l’affutage auquel · on
doit avoir recours à intervalles plus ou moins
rapprochés, la pratique moderne les emploie
souvent sous forme d’outils circulaires. C’està-
dire que ce sont des disgues d’acier profilés
à la qemande, puis trempes et ensuite affûtés
selon le tracé représenté sur la figure 757. La
détermination du profil convenable à donner
à ces outils est d’ailleurs très délicate, il est
impossible d’y insister ici.
d
Fig. 155
f g
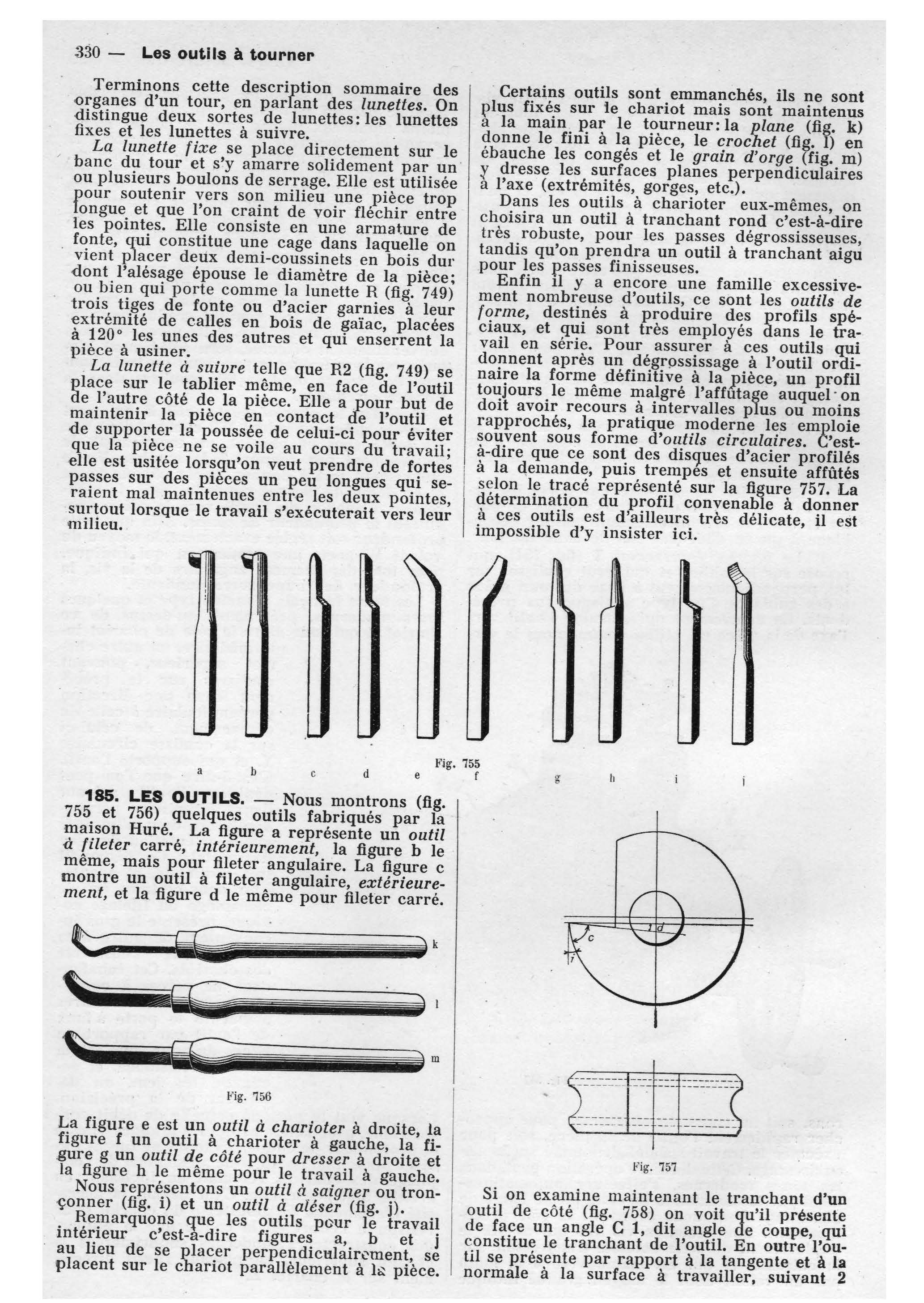
185. LES OUTILS. – Nous montrons (fig.
755 et 756) quelques outils fabriqués par la
maison Huré. La figure a représente un outil
à fileter carré, intérieurement, la figure b le
même, mais pour fileter angulaire. La figure c
montre un outil à fileter angulaire, extérieurement,
et la figure d le même pour fileter carré.
t· ~…. –15*f·-~~~-?k
~: ~iiiiiii1~ ~ –
~~iiiii— ‘ m
Vi g. 156
La figure e est un outil à charioter à droite, la
figure f un outil à charioter à gauche, la figure
g un outil de côté pour dresser à droite et
la figure h le même pour le travail à gauche.
Nous représentons un outil à saigner ou tronçonner
(fig. i) et un outil à aléser (fig. j).
Remarquons que les outils peur le travail
intérieur c’est-a-dire figures a, b et j
au lieu de se placer perpendiculairement, se
placent sur le chariot parallèlement à l~ pièce.
Fi g. 157
Si on examine maintenant le tranchant d’un
outil de côté (fig. 758) on voit qu’il présente
de face un angle C 1, dit angle de coupe, qui
constitue le tranchant de l’outil. En outre l’outil
se présente par rapport à la tangente et à la
normale à la surface à travailler, suivant 2
