
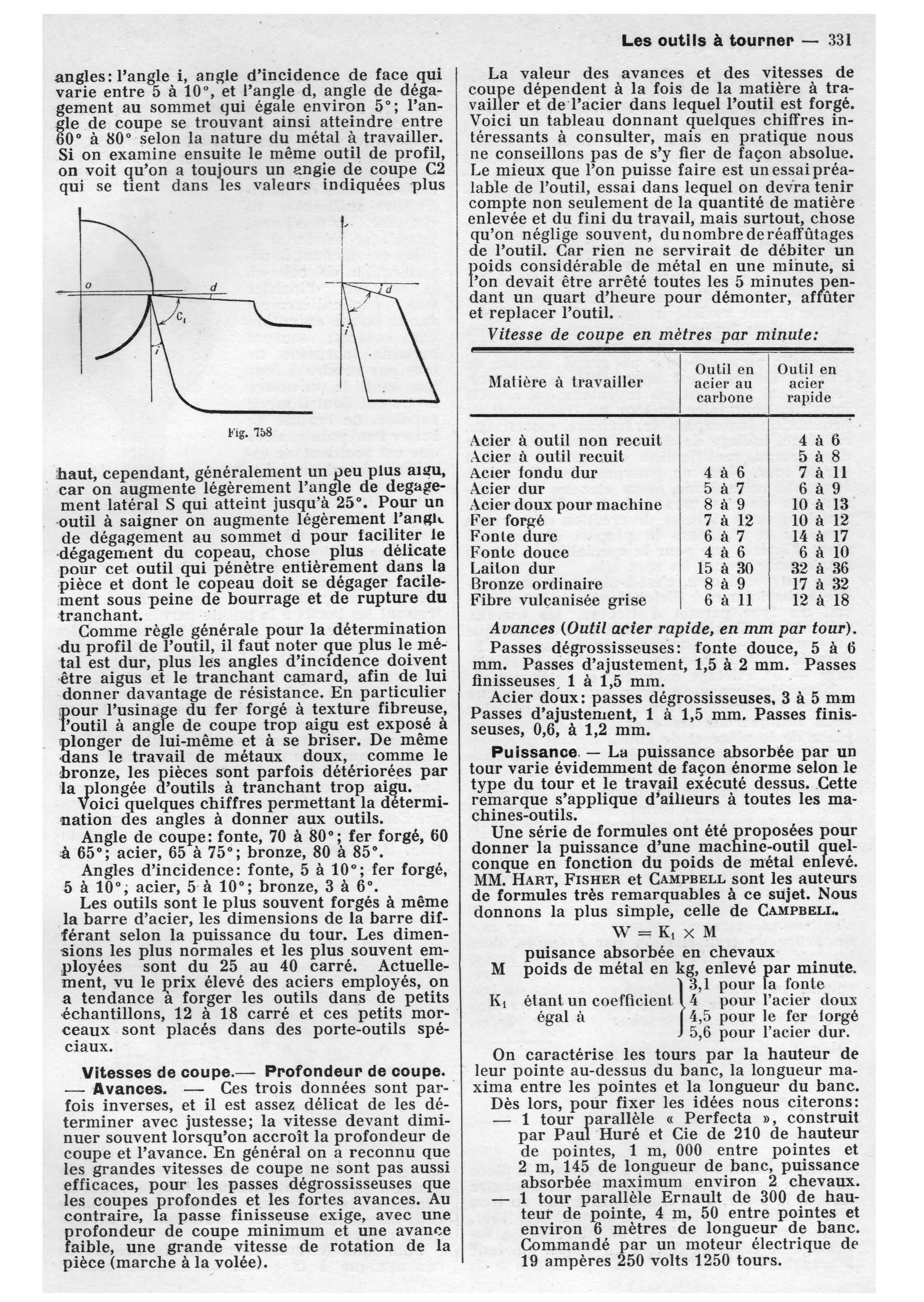
angles: l’angle i, angle d’incidence de face qui
varie entre 5 à 10°, et l’angle d, angle de dégagement
au sommet qui égale environ 5 °; l’angle
de coupe se trouvant ainsi atteindre entre
60° à 80° selon la nature du métal à travailler.
Si on examine ensuite le même outil de profil,
on voit qu’on a toujours un engie de coupe C2
qui se tient dans les valeurs indiquées ·plus
r 1
d
Fig. 7>8
;haut, cependant, généralement un i)eu plus a1~,
car on augmente légèrement l’angle de degagement
latéral S qui atteint jusqu’à 25°. Pour un
-outil à saigner on augmente légèrement l’angt._
de dégagement au sommet d pour faciliter le
·dégagement du copeau, chose plus délicate
pour cet outil qui pénètre entièrement dans la
-pièce et dont le copeau doit se dégager facile.
ment sous ·peine de bourrage et de rupture du
tranchant.
Comme règle générale pour la détermination
.du profil de l’outil, il faut noter gue plus le métal
est dur, plus les angles d’incidence doivent
·être aigus et le tranchant camard, afin de lui
donner davantage de résistance. En particulier
iPOUr l’usinage du fer forgé à texture fibreuse,
l’outil à angle de coupe trop aigu est exposé à
plonger de lui-même et à se briser. De même
-dans le travail de métaux doux, comme le
bronze, les pièces sont parfois détériorées par
1a plongée d’outils à tranchant trop ai~.
Voici quelques chiffres permettant la determination
des angles à donner aux outils.
Angle de coupe: fonte, 70 à 80°; fer forgé, 60
:à 65°; acier, 65 à 75°; bronze, 80 à 85°.
Angles d’incidence: fonte, 5 à 10°; fer forgé,
5 à 10°; acier, 5-à 10°; bronze, 3 à 6°.
Les outils sont le plus souvent forgés à même
la barre d’acier, les dimensions de la barre différant
selon la puissance du tour. Les dimen-
sions les plus normales et les plus souvent employées
sont du 25 au 40 carré. Actuellement,
vu le J?rix élevé des aciers employés, on
.a tendance a forger les outils dans de petits
-échantillons, 12 à 18 carré et ces petits morceaux
sont placés dans des porte-outils spéciaux.
Vitesses de coupe.- Profondeur de coupe.
– Avances. – Ces trois données sont par – ·
fois inverses, et il est assez délicat de les déterminer
avec justesse; la vitesse devant diminuer
souvent lorsqu’on accroît la profondeur de
coupe et l’avance. En général on a reconnu que
les grandes vitesses de coupe ne sont pas aussi
efficaces, pour les passes dégrossisseuses que
les coupes profondes et les fortes avances. Au
contraire, la passe finisseuse exige, avec une
profondeur de coupe minimum et une avanr,e
faible, une grande vitesse de rotation de la
pièce (marche à la volée).
Les outlls à tourner – 331
La valeur des avances et des vitesses de
coupe dépendent à la fois de la matière à travailler
et de·l’acier dans lequel l’outil est forgé.
Voici un tableau donnant quelques chiffres intéressants
à consulter, mais en pratique nous
ne conseillons pas de s’y fier de façon absolue.
Le mieux que l’on puisse faire est un essai préalable
de l’outil, essai dans lequel on dev·ra tenir
compte non seulement de la quantité de matière
enlevée et du fini du travail, mais surtout, chose
qu’on néglige souvent, du nombre de réaffûtages
de l’outil. Car rien ne servirait de débiter un
poids considérable de métal en une miilute, si
l’on devait être arrêté toutes les 5 minutes pendant
un quart d’heure pour démonter, affûter
et replacer l’outil.
Vitesse de coupe en mètres par minute:
Outil en Outil en
Matière à travailler acier au aci er
carbone rapide
Acier à outil non recuit 4 à 6
Acier à outil recuit 5 à 8
Acier fondu dur 4 à 6 7 à 11
Acier dur 5 à 7 6 à 9
Acier doux pour machine 8 à 9 IO à 13
Fer forgé 7 à 12 IO à 12
Fonle dure 6 à 7 14 à 17
Fonlc douce 4 à 6 6 à 10
Laiton dur 15 à 30 32 à 36
Bronze ordinaire 8 à 9 17 à 32
Fibre vulçanisée grise 6 à 11 12 à 18
Avances (Outil acier rapide, en mm par tour).
Passes dégrossisseuse·s: fonte douce, 5 à 6
mm. Passes d’ajustement, 1,5 à 2 mm. Passes
finisseuses . 1 à 1,5 mm.
Acier doux: passes dégrossisseuses, 3 à 5 mm
Passes d’ajustement, 1 à 1,5 mm. Passes finisseuses,
0,6, à 1,2 mm. ·
Puissance. – La puissance absorbée par un
tour varie évidemment de façon énorme selon le
type du tour et le trav.ail exécuté dessus . . Cette
remarque s’applique d’aiheurs à toutes les machines-
outils.
Une série de formules ont été proposées pour
donner la puissance d’une machine-outil quelconque
en fonction du poids de métal enlevé.
MM. HART, FISHER et CAMPBELL sont les auteurs
de formules très remarquables à ce sujet. Nous
donnons la plus simple, celle de CAMPBELL.
W ==; K1 X M
puisance absorbée en chevaux
M poids de métal en kg, enlevé par minute. l 3,1 pour ra fonte
K1 élant un coefficient. 4 pour l’acier doux
égal à 4,5 pour le fer lorgé
5,6 pour l’acier dur.
On caractérise les tours par la hauteur de
leur pointe au-dessus du banc, la longueur maxima
entre les pointes et la longueur du banc.
Dès lors, pour fixer les idées nous citerons:
– 1 tour parallèle « Perfecta », construit
par Paul -Huré et Cie de 210 de hauteur
de pointes, 1 m, 000 entre pointes et
2 m, 145 de longueur de banc, puissance
absorbée maximum environ 2 chevaux.
1 tour parallèle Ernault de 300 de hauteur
de pointe, 4 m, 50 entre pointes et
environ 6 mètres de longueur de banc.
Commandé par un moteur électrique de
19 ampères 250 volts 1250 tours.
