
332 – Pratique du travail
1 tour parallèle double à usiner les arbres
coudés des navires, construits par E.
Schiess àDusseldorf et en service dansles
ateliers Krupp à Essen, qui a 1 m, 800 de
hauteur de pointes, 24 mètres de longueur
maxima entre r,ointes avec un bâti
de 34 m, 90 de long, 1 ensemble pesant environ
400.000 Kg – Commandé par 2
moteurs électriques de 60 chevaux.
188. PRATIQUE DU TRAVAIL. – Le tour
est un outil quasi universel qui permet d’exécuter
les travaux les plus différents. Mieux
qu’aucune autre machine-outil, il se prête à des
transformations diverses qui permettent de l’adapter
à une variété innombrable de fabrication,
et dans les petits ateliers surtout, où l’on
ne dispose que d’un nombre restreint de machines-
outils pour exécuter un grand nombre de
travaux divers, il est im:poss1ble de se représenter
tous les montages rngénieux qui ont été
imaginés po.ur faire du tour un instrument de
production incomJ>arable: fraisage, mortaisage,
rabota~e, taillage de dents d’engrenage, sciage
des metaux, rectification etc. tout a été fait
sur le tour. Nous ne pouvons, dans le cadre
étroit de cette étude, nous étendre sur quel~
ues-uns de ces montages dont l’ingéniosité
temoigne de la richesse de création du cerveau
humain; et d’ailleurs la plupart d’entre eux
n’ont d’intérêt que pour la spécialité, le besoin
même pour lequel ils sont nés.
Le tour ordinaire, c’est-à-dire le tour parallèle
à charioter et à fileter dont nous avons décrit
un type ·permet d’effectuer les travaux
suivants: 1 • Chariotage ou tournage cylindrique
ou conique – 2° Surfaçage ou dressage – 3°
Saignée ou tronçonnage – 4° Perçage et alésage
– 5° Filetage extérieur et intérieur.
Nous étudierons de façon sommaire chacun
de ces diférents travaux, mais au préalable
nous indiquerons les opérations de mise en
place de la pièce et de l’outil devant précéder
le t.ravail, et ensuite nous dirons quelques mots
de la lubrification au cours du travail.
Mise en place de la pièce. – La pièce
peut être suivant sa forme, ses dimensions et
le genre de travail à y exécuter, placée sur le
tour de plusieurs manières différentes:
a) entre pointes – b) sur plateau, soit di.
rectement, soit sur équerres – c) sur mandrins
– d) sur tablier.
La J>ièce est mise entre pointes lorsqu’il
s’agit de pièces assez longues suivant leur axe,
un arbre de transmission par exemple, dont
les extrémités de l’axe tombent dans la masse
du métal, ce qui permet d) tracer un centre,
comme nous l’avons indique en traitant du traçage.
Le tourneur marque alors le centre plus
fort que ne l’a fait le traceur et fait le .centre.
Fig. 759 Fig. 760
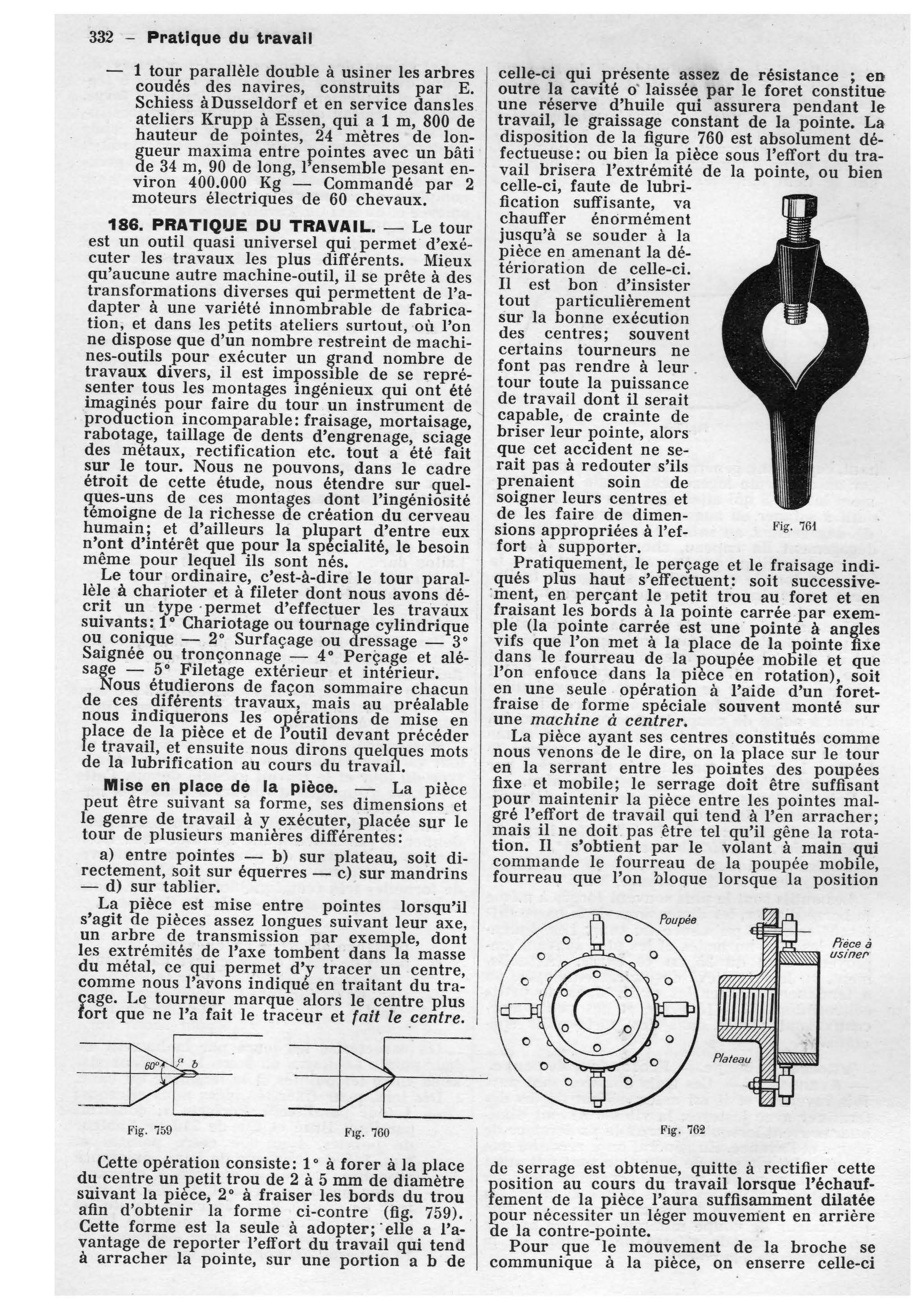
Cette opération consiste: 1 • à forer à la place
du centre un .Petit trou de 2 à 5 mm de diamètre
suivant la piece, 2° à fraiser les bords du trou
afin d’obtenir la forme ci-contre (fig. 759).
Cette forme est la seule à adopter; · elle a l’avantage
de reporter l’effort du travail qui tend
à arracher la pointe, sur une portion a b de
celle-ci qui J?résente assez de résistance ; en
outre la cavité o· laissée par le foret constitue
une réserve d’huile qui assurera pendant le
travail, le graissage constant de la pointe. La
disposition de la figure 760 est absolument défectueuse:
ou bien la pièce sous l’effort du travail
brisera l’extrémité de la pointe, ou bien
celle-ci, faute de lubrification
suffisante, va
chauffer énormément
jusqu’à se souder à la
pièce en amenant la détérioration
de celle-ci.
Il est bon d’insister
tout particulièrement
sur la bonne exécution
des centres; souvent
certains tourneurs ne
font pas rendre à leur .
tour toute la puissance
de travail dont il serait
capable, de crainte de
briser leur pointe, alors
que cet accident ne serait
pas à redouter s’ils
prenaient soin de
soigner leurs centres et
de les faire de dimensions
appropriées à l’effort
à supporter.
Fig. 76i
Pratiquement, le perçage et le fraisage indiqués
plus haut s’effectuent: soit successive
·ment, en perçant le petit trou au foret et en
fraisant les bords à la pointe carrée par exemple
(la pointe carrée est une· pointe à angles
vifs que l’on met à la place de la pointe fixe
dans le fourreau de la poupée mofüle et que
l’on enfouce dans la pièce en rotation), soit
en une seule opération à l’aide d’un foretfraise
de forme spéciale souvent monté sur
une machine à centrer. ·
La pièce ayant ses centres constitués comme
nous venons de le dire, on la place sur le tour
en la serrant entre les pointes des poupées
fixe et mobile; le serrage doit être suffisant
pour maintenir la pièce entre les pointes malgré
l’effort de travail qui tend à l’en arracher;
mais il ne doit pas être tel qu’il gêne la rotation.
Il s’obtient par le volant à main qui
commande le fourreau de la poupée mobile,
fourreau que l’on bloque lorsque la position
Fig. 762
Piece à
usiner
de serrage est obtenue, quitte à rectifier cette
position au cours du travail lorsque l’échauffement
de la pièce l’aura suffisamment dilatée
pour nécessiter un léger mouvement en arrière
de la contre-pointe. ·
Pour que le mouvement de la broche se
communique à la pièce, on enserre celle-ci
