
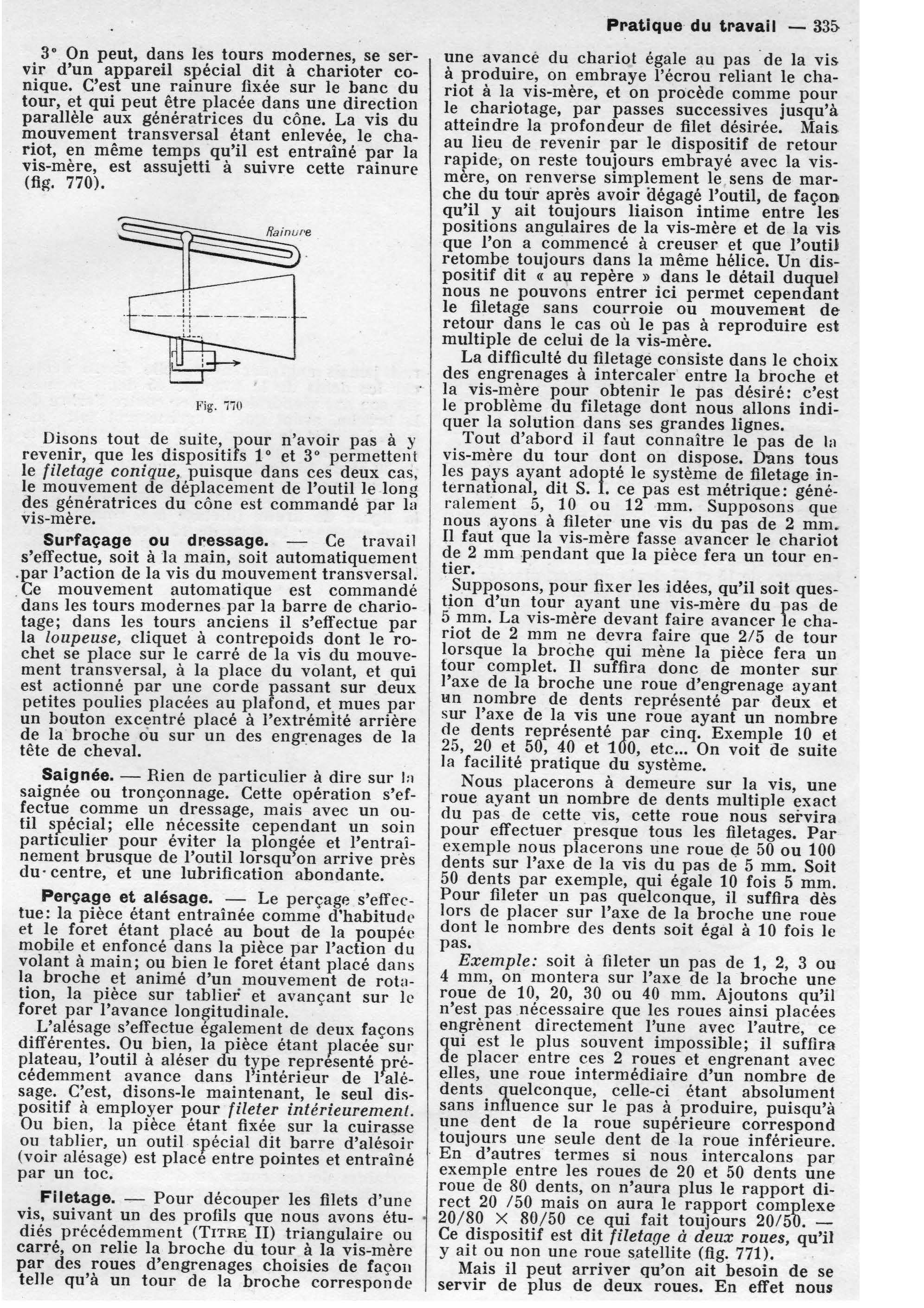
3° On peut, dans les tours modernes, se servir
d’un appareil spécial dit à charioter conique.
C’est une rainure fixée sur le banc du
tour, et qui peut être placée dans une direction
parallèle aux génératrices du cône. La vis du
mouvement transversal étant enlevée, le chariot,
en même temps qu’il est entraîné par la
vis-mère, est assujetti à suivre cette rainure
(fig. 770).
Fig. 770
Disons tout de suite, pour n’avoir pas à y
revenir, que les dispositifs 1° et 3° permettent
le filetage conique, puisque dans ces deux cas,
le mouvement de déplacement de l’outil le long
des génératrices du cône est commandé par la
vis-mère.
Surfaçage ou dressage. Ce travail
s’effectue, soit à ‘la main, soit automatiquement
. {Jar l’action de la vis du mouvement transversal.
. Ce mouvement automatique est commandé
dans les tours modernes par la barre de chariotage;
dans les tours anciens il s’effectue par
la loupeuse, cliquet à contrepoids dont le rochet
se place sur le carré de la vis du mouvement
transversal, à la place du volant, et qui
est actionné par une corde passant sur deux
petites poulies placées au plafond, et. mues par
un bouton excentré placé à l’extrémité arrière
de la broche ou sur un des engi:enages de la
tête de cheval.
Saignée. – Rien de particulier à dire sur l:i
saignée ou tronçonnage. Cette opération s’effectue
comme un dressage, mais avec un outil
spécial; elle nécessite cependant un soin
particulier pour éviter la plon~ée et l’entraînement
brusque de l’outil lorsqu on arrive près
du· centre, et une lubrification abondante.
Perçage et alésage. – Le perçage s’effectue:
la pièce étant entraînée comme d’habitudl’
et le foret étant placé au bout de la poupée
mobile et enfoncé dans la pièce par l’action du
volant à main; ou bien le foret étant placé dans
la broche et animé d’un mouvement de rotation,
la pièce sur tablier et avançant sur le
foret par l’avance lon~itudinale.
L’alésage s’effectue egalement de deux facons
différentes. Ou bien, la pièce étant placée· sur
plateau, l’outil à aléser du t~pe representé r..récédemment
avance dans l intérieur de l alésage.
C’est, disons-le maintenant, le seul dispositif
à employer pour fileter intérieurement.
Ou bien, la pièce étant fixée sur la cuirasse
ou tablier, un outil spécial dit barre d’alésoir
(voir alésage) est place entre pointes et entraîné
par un toc.
Fiietage. – Pour découper les filets d’une
vis, suivant un des profils que nous avons étudiés
précédemment (TITRE Il) triangulaire ou
carré, on relie la broche du tour à la vis-mère
par des roues d’engrenages choisies de faço11
telle qu’à un tour de la broche corresponde
Prati que du travail – 335-
une avancé du chariot égale au pas ·de la vis
à produire, on embraye l’écrou reliant le chariot
à la vis-mère, et on procède comme pour
le chariotage, par passes successives jusqu’à
atteindre la profondeur de filet désirée. Mais
au lieu de revenir par le dispositif de retour
rapide, on reste toujours embrayé avec la vismère,
on renverse simplement le sens de marche
du totir après avoir üégagé l’outil, de façon
qu’il y ait toujours liaison intime entre les
positions angulaires de la vis-mère et de la vis
que l’on a commencé à creuser et que l’outil
retombe toujours dans la même hélice. Un dispositif
dit « au repère » dans le détail duquel
nous ne pouvons entrer ici permet cependant
le filetage sans courroie ou mouvemeat de
retour dans le cas où le pas à reproduire est
multiple de celui de la vis-mère.
La difficulté du filetage consiste dans le choix
des engrenages à intercaler entre la broche et
la vis-mère pour obtenir le pas désiré: c’est
le problème du filetage dont nous allons indiquer
la solution dans ses grandes lignes.
Tout d’abord il faut connaître le pas de la
vis-mère du tour dont on dispose. Inms tous
les pays ayant ad of té le système de filetage international,
dit S. . ce pas est métrique: généralement
5, 10 ou 12 mm. Supposons que
nous ayons à fileter une vis du pas de 2 mm.
Il faut que la vis-mère fasse avancer le chariot
de 2 mm pendant que la pièce fera un tour entier
.
Supposons, pour fixer les idées, qu’il soit question
d’un tour ayant une vis-mère du pas de
5 mm. La vis-mère devant faire avancer le chariot
de 2 mm ne devra faire que 2/5 de tour
lorsque la broche qui mène la pièce fera un
tour complet. Il suffira donc de monter sur
l’axe de la broche une roue d’engrenage ayant
un nombre de dents représenté par deux et
sur l’axe de la vis une roue ayant un nombre
de dents représenté par cinq. Exemple 10 et
25, 20 et 50, 40 et 100, etc … On voit de suite
la facilité pratique du système.
Nous placerons à demeure sur la vis, une
roue ayant un nombre de dents multiple exact
du pas de cette vis, cette roue nous servira
pour effectuer presque tous les filetages. Par
exemple nous placerons une roue de 50 ou 100
dents sur l’axe de la vis du pas de 5 mm. Soit
50 dents par exemple, qui égale 10 fois 5 mm.
Pour fileter un pas quelconque, il suffira dès
lors de placer sur l’axe de la broche une roue
dont le nombre des dents soit égal à 10 fois le
pas.
Exemple: soit à fileter un pas de 1, 2, 3 ou
4 mm, on montera sur l’axe de la broche une
roue de 10, 20, 30 ou 40 mm. Ajoutons qu’il
n’est pas nécessaire que les roues ainsi placées
engrènent directement l’une avec l’autre, ce
qui est le plus souvent impossible; il suffira
de placer entre ces 2 roues et engrenant avec
elles, une roue intermédiaire d’un nombre de
dents quelconque, celle-ci étant absolument
sans influence sur le pas à produire, puisqu’à
une dent de la roue supérieure correspond
toujours une seule dent de la roue inférieure.
· En d’autres termes si nous intercalons par
exemple entre les roues de 20 et 50 dents une
roue de 80 dents, on n’aura plus le rapport direct
20 150 mais on aura le rapport complexe
20/80 X 80/50 ce qui fait toujours 20/50. –
Ce ?ispositif est dit filetage à deux roues, qu’il
y ait ou non une roue s.atellite (fig. 771).
Mais il peut arriver qu’on ait besoin de se
servir de plus de deux roues. En effet nous
