
supposerons avoir à fileter un pas de 2 mm
et quart avec le tour en question, dont la vismère
a le pas de 5 mm. La méthode :précédente
nous donne le rapport 22,5/50. Mais évidemIllent
nous ne possédons pas de roues de 22
dents et demie. Il nous faut modifier les termes
du rapport soit 45/100, ce qui est r éali-
Fig. 111
Filet.age à 2 roues
sable par une roue de 45 dents sur la broche
et de 100 sur la vis. Mais nous pouvons manquer
de roues de 100 dents, ou bien ne pas
vouloir changer la roue de 50 dents dont nous
avons indiqué la commodité. On décomposera
alors le rapport en deux fractions dont le produit
donne le même résultat. Exemple: 15/30 X
45/50. Nous mettrons alors une roue de 15
dents sur l’axe de la broche, elle commandera
une roue de 30 dents sur l’axe de laquelle sera
montée une roue de 45 dents commandant celle
de 50 toujours montée sur la vis. On appelle
les roues de 15 et 45 dents qui sont placées aux
numérateurs des fractions ci-dessus des roues
commandantes et celles de 30 et 50 placées au
dénominateur, des roues commandees.
On peut intervertir l’ordre respectif des roues
commandantes et des roues commandées c’està-
dire marcher par 45/30 et 15/50, le résultat
est évidemment le même. Le dispositif ci-dessus
est. le filetage à 4 roues (fig. 772).
Fig. 112
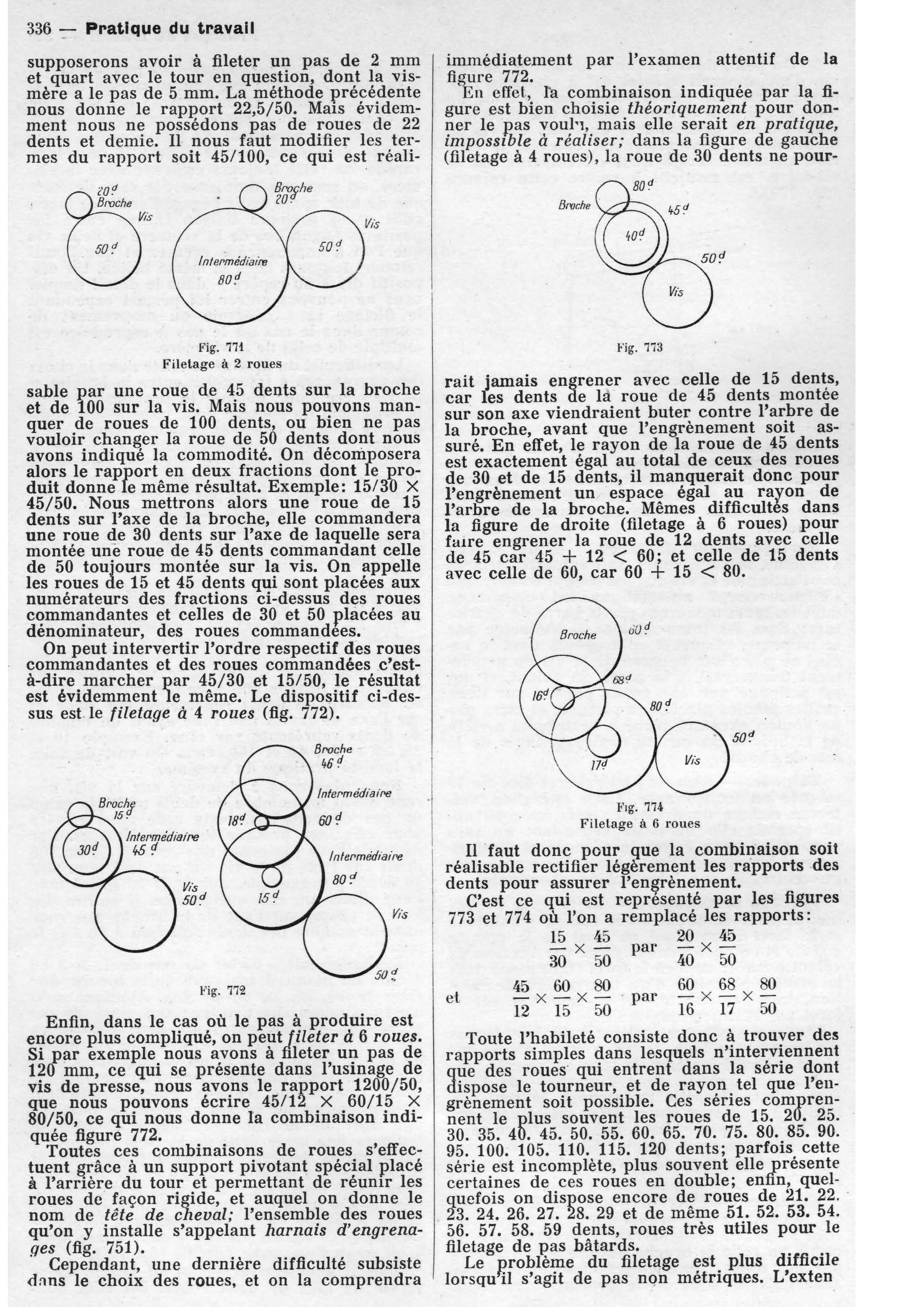
Enfin, dans le cas où le pas à produire est
encore plus compliqué, on peut fileter à 6 roues.
Si par exemple nous avons à fileter un pas de
120 mm, ce qui se présente dans l’usinage de
vis de presse, nous avons le rapport 1200/50,
que nous pouvons écrire 45/12 X 60/15 X
80/50, ce qui nous donne Ia combinaison indiquée
figure 772.
Toutes ces combinaisons de roues s’effectuent
grâce à un support pivotant spécial placé
à l’arrière du tour et permettant de réumr les
roues de façon rigide, et auquel on donne le
nom de tête de cheval; l’ensemble des roues
qu’on y installe s’appelant harnais d’engrenages
(fig. 751).
Cependant, une dernière difficulté subsiste
d :ms le choix des roues, et on la comprendra
immédiatement par l’examen attentif de la
figure 772.
En effet, ra combinaison indiquée par la figure
est bien choisie théoriquement pour donner
le :r.as vouh, mais elle serait en pratique,
impossible à réaliser; dans la figure de gauche
(filetage à 4 roues), la roue de 30 dents ne pour-
Broche
Vig. 113
rait jamais engrener avec celle de 15 dents,
car les dents de là roue de 45 dents montée
sur son axe viendraient buter contre l’arbre de
la broche, avant que !’engrènement soit assuré.
En effet, le rayon de la roue de 45 dents
est exactement égal au total de ceux des roues
de 30 et de 15 dents, il manquerait donc pour
!’engrènement un espace égal au rayon de
l’arbre de la broche. Mêmes difficultés dans
la figure de droite (filetage à 6 roues) pour
faire engrener la roue de 12 dents avec celle
de 45 car 45 + 12 < 60; et celle de 15 dents
avec celle de 60, car 60 + 15 < 80.
Fig. 114
Fi letage à 6 roues
Il 'faut donc pour que la combinaison soit
réalisable rectifier légèrement les rapports des
dents pour assurer l'en~rènement.
C'est ce qui est representé par les figures
773 et 774 où l'on a remplacé les rapports:
15 45 20 45 - x - pa r - X -
30 50 40 50
45 60 80 60 68 80
el - X - X - . par - X - X -
12 15 50 16 17 50
Toute l'habileté consiste donc à trouver des
r apports simples dans lesquels n'interviennent
que des roues· qui entrent dans la série dont
dispose le tourneur, et de rayon tel que }'engrènement
soit possible. Ces séries comprennent
le plus souvent les roues de 15. 20. 25.
30. 35. 40. 45. 50. 55. 60. 65. 70. 75. 80. 85. 90.
95. 100. 105. 110. 115. 120 dents; parfois cette
série est incomplète, plus souvent elle présente
certaines de ces roues en double; enfin, quelquefois
on dispose encore de roues de 21. 22. ·
23. 24. 26. 27. 28. 29 et de même 51. 52. 53. 54.
56. 57. 58. 59 dents, roues très utiles pour le
filetage de pas bâtards.
Le p,roblème du filetage est plus difficile
lorsqu il s'agit de pas nqn métriques. L'exten
