
ter) de la broche au chariot présente des difficultés
puisqu’il faut passer sous le sol, aussi
est-elle souvent réalisée par le dispositif de
renvoi supérieur que nous avons décrit sous
le nom de loupeuse.
Nous avons vu que da11s le tour décrit précédemment,
la fixation de l’outil sur le chariot
était réalisée par brides et boulons ou par p_lateau
à boulon central, ou par tourelle. Cette
dernière disposition a amené la création du
tour revolver. En effet, on peut monter sur
cette tourelle une série d’outils destinés à effectuer
une succession de travaux d’usinage sur
une même pièce. L’avantage de cette disposi·
tion est qu’il suffit de faire opérer une rotation
à la tourelle pour amener immédiatement Je
nouvel outil à la place du précédent, et de réaliser
ainsi sans perte de temps toute une série
Fig. 778
d’opérations: perçage alésage, filetage, cylindrage,
dressage, etc., sur la même pièce. Cette
faculté d’usinage rapide qui distingue le tour
revolver lui permit de se développer très rapidement,
et lorsque vint la demande pour l’industrie
moderne, de pièces à bon marché et en
grande série, c’est le dispositif de tourelle revolver
qui fut immédiatement utilisé dans le
nouveau type .de tour créé alors: le tour à décolleter.
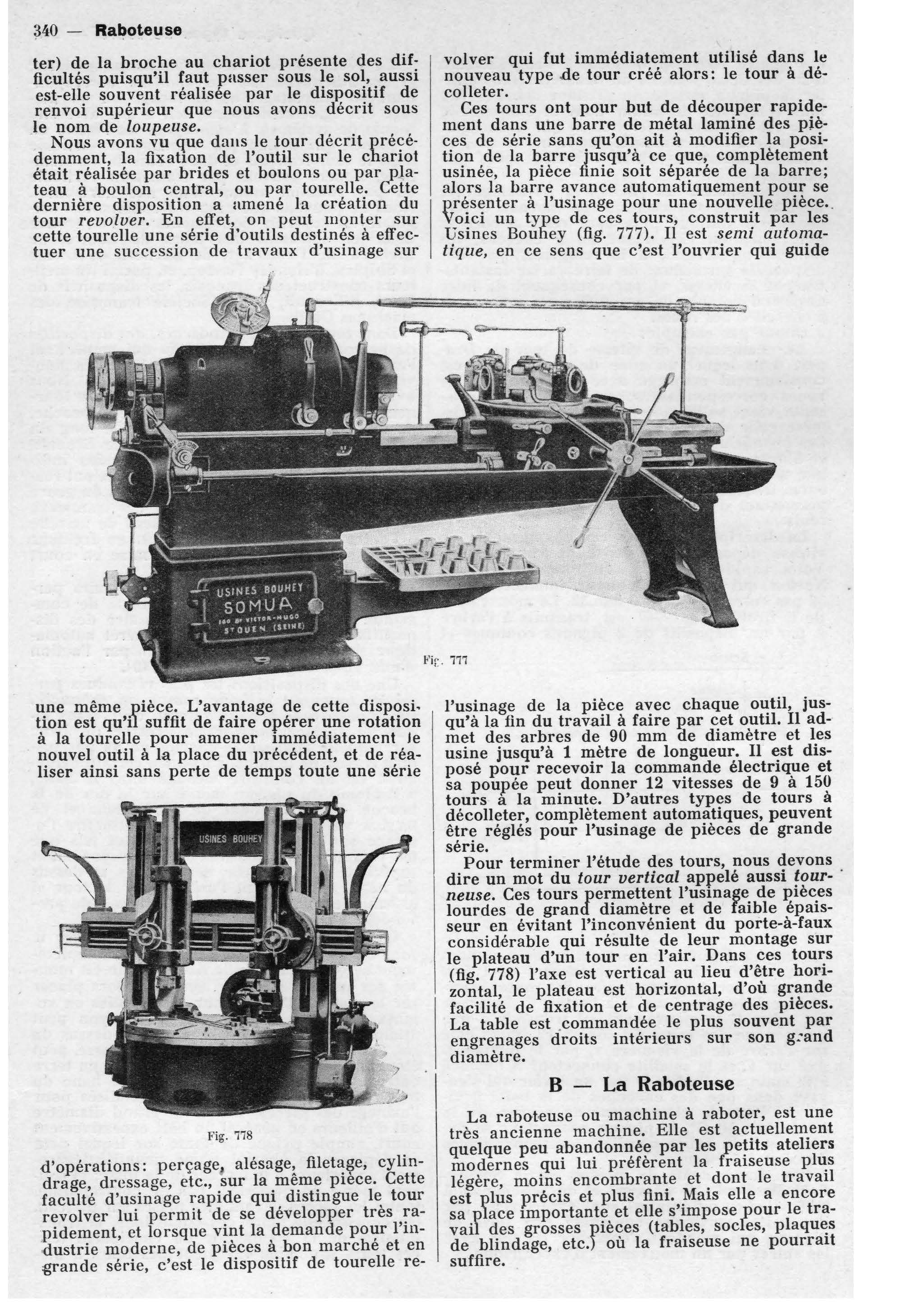
Ces tours ont pour but de découper rapidement
dans une barre de métal laminé des pjèces
de série sans qu’on ait à modifier la position
de la barre jusqu’à ce que, complètement
usinée, la pièce finie soit séparée de la barre;
alors la barre avance automatiquement pour se
présenter à l’usinage pour une nouvelle pièce ..
Voici un type de ces tours, construit par les
Usines Bouhey (fig. 777). Il est semi automatique,
en ce sens que c’est l’ouvrier qui guide
l’usinage de la pièce avec chaque outil, jusqu’à
la fin du travail à faire par cet outil. Il admet
des arbres de 90 mm ae diamètre et les
usine jusqu’à 1 mètre de longueur. Il est disposé
pour recevoir la commande électrique et
sa poupée peut donner 12 vitesses de 9 à 150
tours a la minute. D’autres types de tours à
décolleter, complètement automatiques, peuvent
être réglés pour l’usinage de pièces de grande
série.
Pour terminer l’étude des tours, nous devons
dire un mot du tour vertical appelé aussi tour- ·
neuse. Ces tours permettent l’usmage de pièces
lourdes de grand diamètre et de faible épaisseur
en évitant l’inconvénient du porte-à-faux
considérable qui résulte de leur montage sur
le plateau d’un tour en l’air. Dans ces tours
(fig. 778) l’axe est vertical au lieu d’être horizontal,
le plateau est horizontal, d’où grande
facilité de fixation et de centrage des pièces.
La table est .commandée le plus souvent par
engrenages droits intérieurs sur son g:and
diamètre.
B – La Raboteuse
La raboteuse ou machine à raboter, est une
très ancienne machine. Elle est actuellement
quelque peu abandonnée par les petits ateliers
modernes qui lui préfèrent la fraiseuse pl~s
légère, moins encombrante et dont le travail
est plus précis et plus fini. Mais elle a encore
sa place importante et elle s’impose pour le travail
des grosses pièces (tables, socfes, plaques
de blindage, etc.) où la fraiseuse ne pourrait
suffire.
