
Enfin certains constructeurs, pour le dressage
des pièces lourdes et encombrantes, ont
voulu combiner les avantages du travail de la
fraise avec la robustesse de la raboteuse, et ônt
établi les piano-fraiseuses, ou fraiso-raboteuses.
F – La Perceuse
Voici une machine q:ui, contrairement à la
précédente, est de création très ancienne. D’ailleurs
son but, qui est de forer dans la matière
à travailler des trous· cylindriques, ne peut être
économiqu_ement réalisé que sur cette machine.
Aussi la per ceuse est-elle dans les vieux ateliers
de mécanique, la compagne du tour et de
la raboteuse, et a-t-elle sa place dans une série
d’industries connt:xes à la constriiction mécanique
: serrurerie, chaudronnerie, charronnage,
etc.
F
Fig. 808
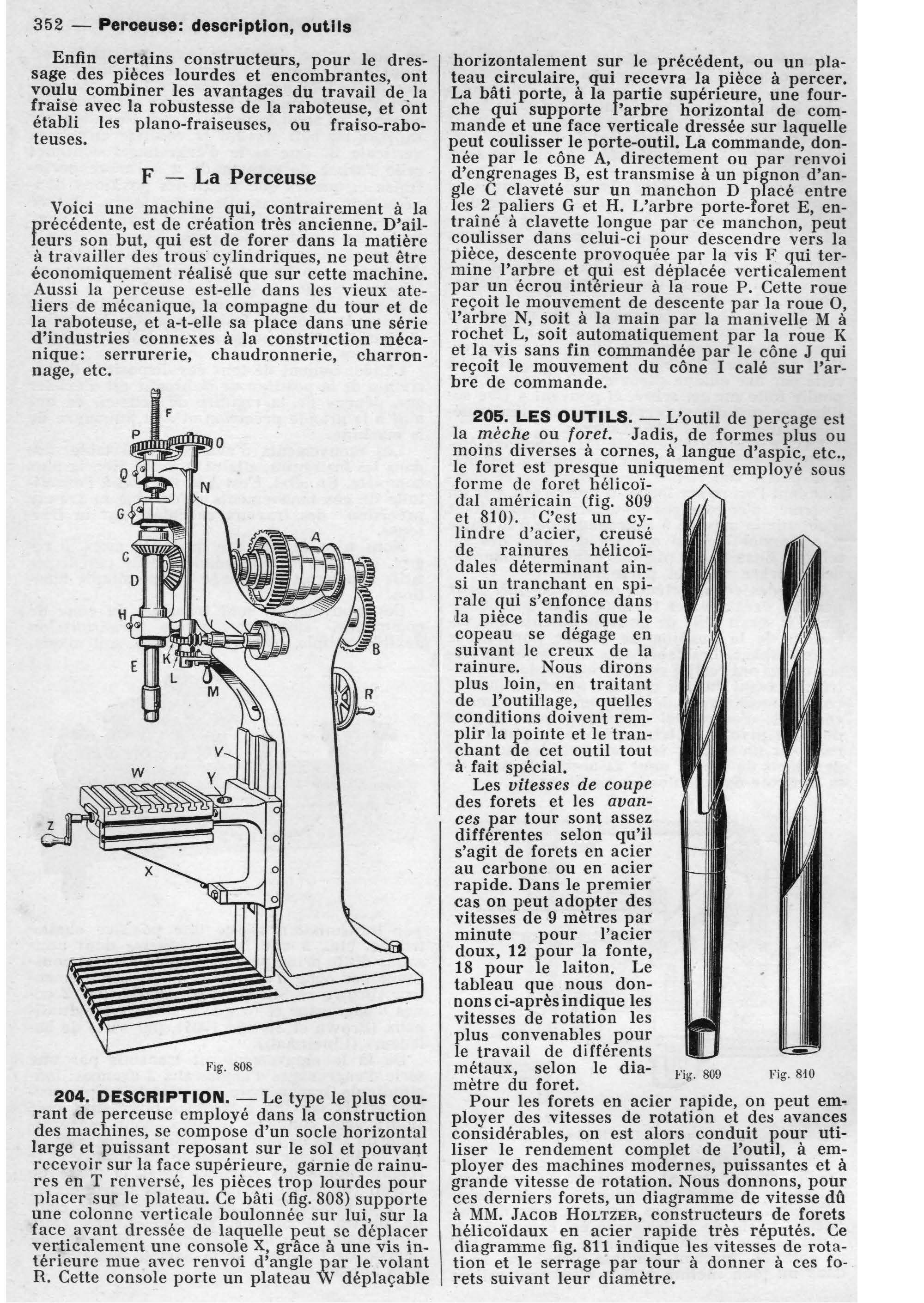
204. DESCRIPTION. – Le type le plus courant
de perceuse employé dans la construction
des machines, se compose d’un socle horizontal
large et puissant reposant sur le sol et pouvaqt
recevoir sur la face supérieure, garnie de rainures
en T renversé, les pièces trop lourdes pour
placer sur le plateau. Ce bâti (fig. 808) supporte
une colonne verticale boulonnée sur lui, sur la
face avant dressée de laquelle peut se déplacer
verticalement une console X, grâce à une vis intérieure
mue avec renvoi d’angle par le volant
R. Cette console porte un plateau W déplaçable
horizontalement sur le précédent, ou un plateau
circulaire, qui recevra la ,Pièce à percer.
La bâti porte, à la partie supérieure, une fourche
qui supporte l’arbre horizontal de commande
et une face verticale dressée sur laquelle
peut coulisser le porte-outil. La commande, donnée
par le cône A, directement ou yar renvoi
d’engrenages B, est transmise à un pignon d’angle
C claveté sur un manchon D placé entre
les 2 paliers G et H. L’arbre porte-foret E, entraîné
à clavette longue par ce manchon, peut
coulisser dans celui-ci pour descendre vers la
pièce, descente provoquée par la vis ~ qui termine
l’arbre et ~ui est déplacée verticalement
par un écrou interieur à la roue P. Cette roue
reçoit le mouvement de descente par la roue 0,
l’arbre N, soit à la main par la manivelle M à
rochet L, soit automatiquement par la roue K
et la vis sans fin commandée par le cône J qui
reçoit le mouvement du cône I calé sur l’arbre
de commande.
205. LES OUTILS. – L’outil de perçage est
la mèche ou foret. Jadis, de formes plus ou
moins diverses à cornes, à langue d’aspic, etc.,
le foret est presque uniquement employé sous
forme de foret hélicoïdal
américain (fig. 809
et 810). C’est un cylindre
d’acier, creusé
de rainures hélicoïdales
déterminant ainsi
un tranchant en spirale
qui s’enfonce dans
ria pièce tandis que le
copeau se dégage en
suivant le creux de la
rainure. Nous dirons
plus loin, en traitant
de l’outillage, quelles
conditions doivent remplir
la poiute et le tranchant
de cet outil tout
à fait spécial.
Les vitesses de coupe
des forets et les avances
par tour sont assez
differentes selon qu’il
s’agit de forets en acier
au carbone ou en acier
rapide. Dans le premier
cas on peut adopter des
vitesses de 9 mètres par
minute pour l’acier
doux, 12 pour la fonte,
18 pour le laiton. Le
tableau que nous donnons
ci-après indique les
vitesses de rotation les
plus convenables pour
le travail de différents
métaux, selon le dia- Fig. 809 Fig. 810
mètre du foret.
Pour les forets en acier rapide, on peut employer
des vitesses de rotation et des avances
considérables, on est alors conduit P.Our utiliser
le rendement complet de l’outll, à employer
des machines modernes, puissantes et à
grande vitesse de rotation. Nous donnons, pour
ces derniers forets, un diagramme de vitesse dû
à MM. JACOB HoLTZER, constructeurs de forets
hélicoïdaux en acier rapide très réputés. Ce
diagramme fig. 811 indique les vitesses de rotation
et le serrage par tour à donner à ces forets
suivant leur diamètre.
