
H – Machine à rectifier
211. Les pièces qui ont été usinées sur les
différentes machines que nous venons d’examiner
sont terminées d’usinage et doivent passer
au montage. Cependant, quels que soient la
perfection de la machine et le soin qu’aura
apporté l’ouvrier à l’usinage des pièces, cellesci
.ne seront pas toujours suffisamment finies
p,our pouvoir prendre leur place exacte dans
!’.appareil à constituer, et nous verrons plus
loin comment on procède à la main à la retouche
finale. Pour eviter cette retouche toujours
onéreuse, et obtenir des surfaces mieux terminées
qu’à la main, surtout quand il s’agit de.
surfaces cylindriques, la pratique moderne emploie
des machines spéciales: les machines à
rectifier. ·
D’autre part, les vitesses de rotation élevées
et les efforts considérables qu’ont à subir certains
organes d’appareils mécaniques . modernes
tels ceux des voitures automobiles, ont
furent si “atisfaisants que l’ont eu l’idée d’employer
de telles machines pour le finissa~e de
tous les travaux de tour. On arriva à scmder
l’opération d’usinage en deux: un dégrossissage
sur des tours à gros débit et un finissage
sur une machine à rectifier spéciale très puissante.
Telle est la machine Norton sur laquelle
un arbre de 50 mm de diamètre et
de 355 de long a été terminé, après découpage
dans une barre brute de 65 par .un tour rapide
Je temps total étant de 38 minutes, avec exactitude
de 0,01 mm, alors que pour les mêmes
opérations sur un seul tour i! fallait 48 minutes
avec une précision beaucoup moins élevée.
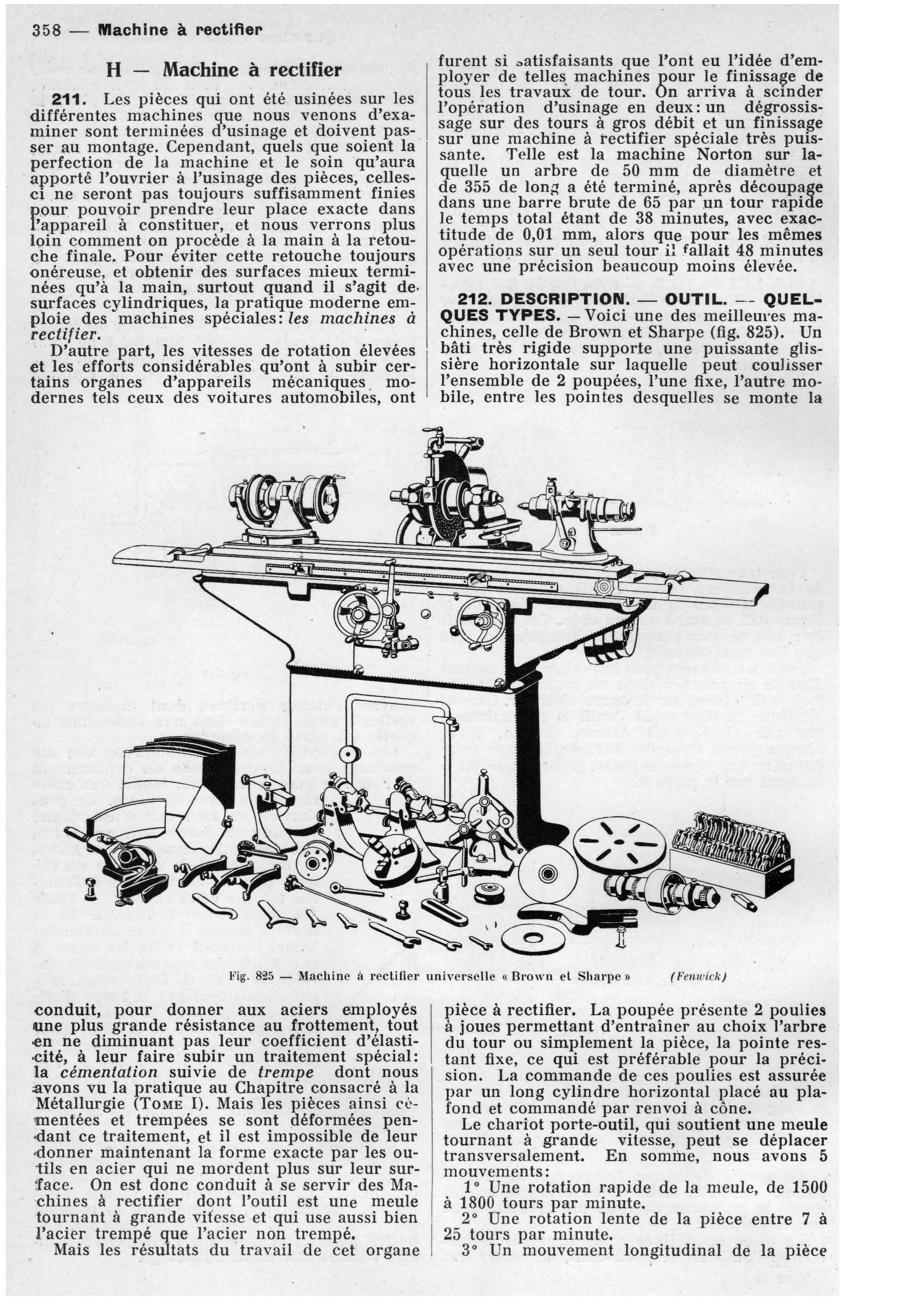
212. DESCRIPTION. – OUTIL. — QUELQUES
TYPES. – Voici une des meilleures machines,
celle de Brown et Sharpe (fig. 825). Un
bâti très rigide supporte une puissante glissière
horizontale sur laquelle peut coulisser
l’ensemble de 2 poupées, l’une fixe, l’autre mobile,
entre les pointes desquelles se monte la
Fig. 825 – Machine à rectifier universelle “Brown el Sharpe » (Fenw;ck)
conduit, pour donner aux aciers employés
une plus grande résistance au frottement, tout
.en ne diminuant pas leur coefficient d’élasti•
Cité, à leur faire subir un traitement spécial:
la cémentation suivie de trempe dont nous
~vous vu la pratique au Chapitre consacré à la
Métallurgie (TOME I). Mais les pièces ainsi cémentées
et trempées se sont déformées pen-
Oant ce traitement, et il est impossible de leur
donner maintenant la forme exacte par les outils
en acier qui ne mordent plus sur leur surface.
On est donc conduit à se servir des Ma
·chines à rectifier dont l’outil est une meule
tournant à grande vitesse et qui use aussi bien
l’acier trempé que l’acier non trempé.
Mais les résultats du travail de cet organe
pièce à rectifier. La poupée présente 2 poulies
à joues permettant d’entraîner au choix l’arbre
du tour ou simplement la pièce, la pointe restant
fixe, ce qui est préférable pour la précision.
La commande de ces poulies est assurée
par un long cylindre horizontal placé au plafond
et commandé par renvoi à cône.
Le chariot porte-outil, qui soutient une meule
tournant à grande vitesse, peut se déplacer
transversalement. En somme, nous avons 5
mouvements:
1 ° Une rotation rapide de la meule, de 1500
à 1800 tours par minute. ·
2° Une rotation lente de la pièce entre 7 à
25 tours par minute.
3° Un mouvement longitudinal de la pièce
