
(ou, moins souvent de la meule) à raison de
~ à % de la largeur de la meule par tour de
la pièce.
4° Un déplacement transversal du portemeule
pour ajuster la meule en position et donner
le serrage suivant le diamètre de la pièce
à rectifier.
5° Un mouvement d’orientation de la table
porte-pièce pour rectifier les cônes. .
L’outil est une meule qui enlève le métal à
l’aide d’un nombre considérable de petits tranchants,
découpant simultanément et
consécutivement des parcelles infinitésimales
de métal. Les meules
en matières diverses: émeri (alumine
inférieure, corindon, alumine et silice)
ou carborandum (carbure de silicium) sont de
graills assez gros pour le finissage, fins pour la
rectification, très fins pour le polissage, et de
formes très diverses selon le travail à opérer.
L’avance doit être également proportionné~ :iu
résultat à obtenir: 0,4 à 0,5 mm pour le fm1s- ·
sage à la Norton, elle est infinitésimale pour
les passes ultimes.
Pour maintenir à vif la partie travaillante de
la meule et conserver à la pièce une température
aussi basse que possible afin d’éviter les
déformations dues à la dilatation, on emploie
un arrosage abondant à l’eau froide.
Les types des machines à rectifier se rapprochent
du type Brown et Sharpe étudié.
~’ig . 826
Toutes ont des dispositifs pour faciliter la rectification
intérieure par meules très petites.
Citons les machines horizontales de Rennecker,
Collet et Engelhardt etc … verticales de
Rennecker, universelles de Brown et Sharpe;
les machines à rectifier les surfaces planes,
telles que la machine à disques de Gardner, les
machines à meules en boisseau ou couronne et
les machines à meules discoïdes . .
Enfin on peut aussi, mais avec moins de
précision, travaillant à la fois sur périphérie
et tranche, effectuer la rectification sur le tour,
grâce à un porte-meule à commande le plus
souvent électrique et qui se monte à la place de
l’outi~ ordinaire (fig. 826).
1 – Machines auxiliaires
213. Sous ce titre nous dirons quelques mots
de certaines machines qui sont les auxiliaires
des machines précédentes, en ce sens qu’elles
permettent de préparer le travail de ces machines.
Les machines a tronçonner ou scies a mé-
Machines auxiliaires – 359
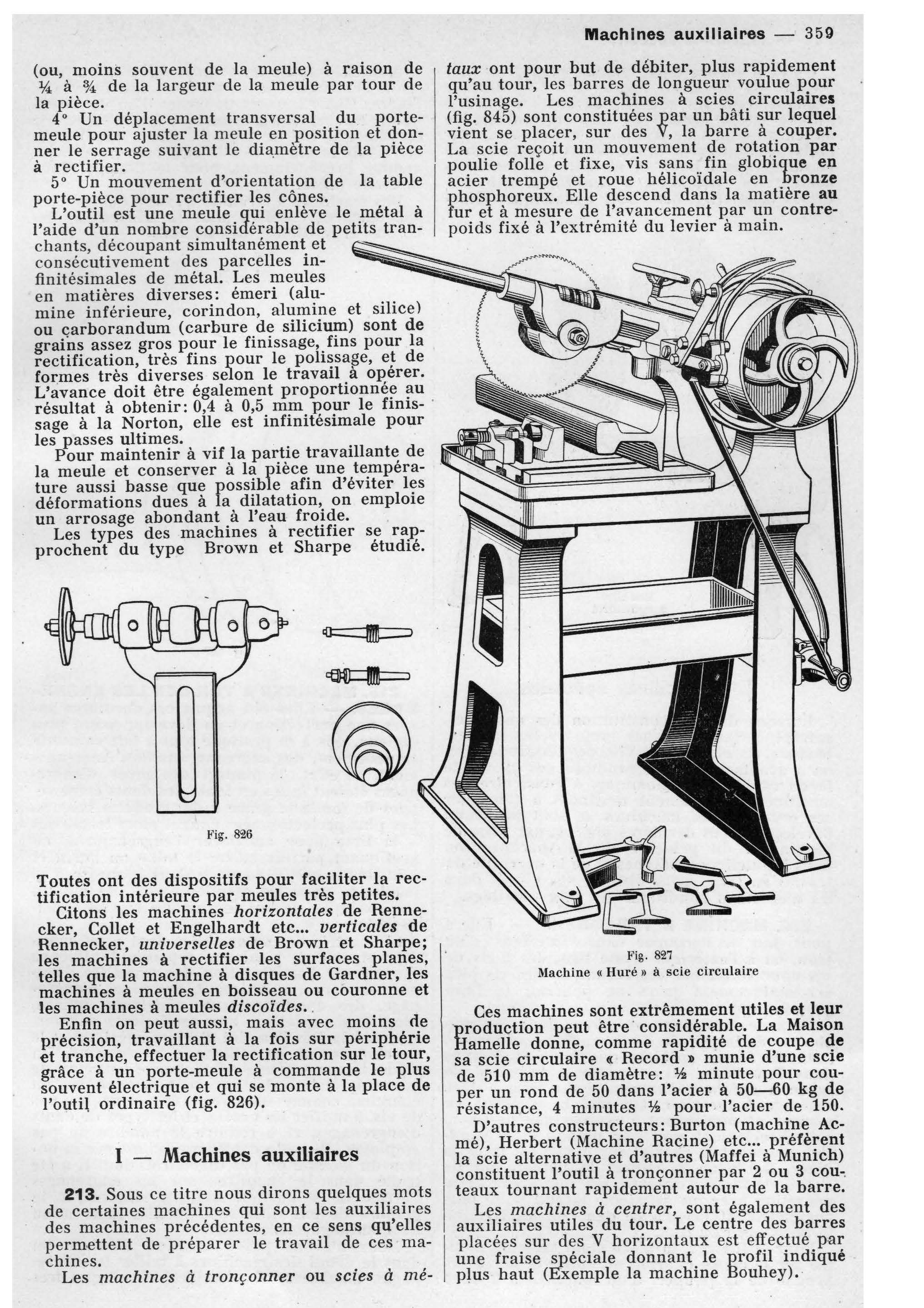
taux ont pour but de débiter, plus rapidement
qu’au tour, les barres de longueur voulue pour
l’usinage. Les machines à scies circulaires
(fig. 845) sont constituées par un bâti sur lequel
vient se placer, sur des V, la barre à couper.
La scie reçoit un mouvement de rotation par
poulie folle et fixe, vis sans fin globique ep.
acier trempé et roue hélicoïdale en bronze
phosphoreux. Elle descend dans la matière au
fur et à mesure de l’avancement par un contrepoids
fixé à l’extrémité du levier à main.
Fig. 821
Machine « Huré » à scie circulaire
Ces machines sont extrêmement utiles et leur
·production peut être· considérable. La Maison
Hamelle donne, comme rapidité de coupe de
sa scie circulaire « Record > munie d’une scie
de 510 mm de diamètre: 1h minute pour couper
un rond de 50 dans l’acier à 50-60 kg de
résistance, 4 minutes 1h pour l’acier de 150.
D’autres constructeurs: Burton (machine Acmé),
Herbert (Machine Racine) etc … préfèrent
la scie alternative et d’autres (Maffei à Munich)
constituent l’outil à tronçonner par 2 ou 3 cou-.
teaux tournant rapidement autour de la barre.
Les machines a centrer, sont également des
auxiliaires utiles du tour. Le centre des barres
placées sur des V horizontaux est effectué par
une fraise spéciale donnant le profil indiqué
plus haut (Exemple la machine Bouhey).
