
divers et de fonctionnement assez délicat. Nous
donnerons simplement quelques notions théoriques
sur les méthodes de taillage, et nous
dirons quelques mots des particularités intéressantes
de certaines machrnes.
On a réalisé la taille des engrenages par 5
procédés différents.
l 0 Taille de l’outil. – L’outil se déplaçant
verticalement comme dans une mortaiseuse,
ou horizontalement comme dans une raboteuse
en se rapprochant du centre de la roue
jusqu’à obtention du profil. Méthode encore
employée, surtout pour le taillage conique, que
la fraise exécute de façon défectueuse.
2° Taille à la fraise. – Les cr.eux des dents
étant découpés dans une fraise de forme,
constituée le plus souvent à profil constant
de façon à ne pas être modifié par l’affûtage.
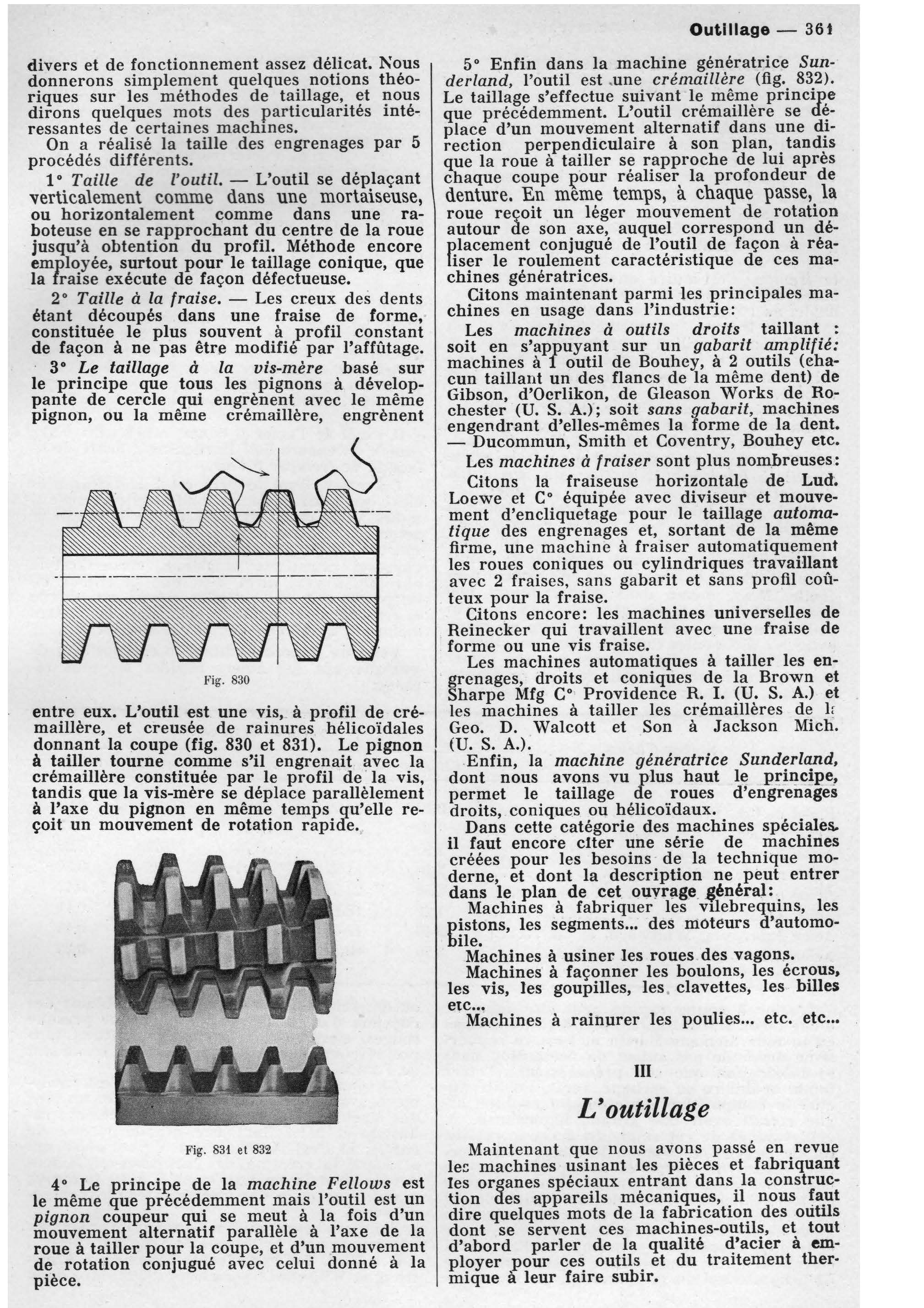
· 3° Le taillage à la vis-mère basé sur
le principe que tous les pignons à développante
de cercle qui engrènent avec le même
pignon, ou la même crémaillère, engrènent
Fig. 830
entre eux. L’outil est une vis, à profil de crémaillère,
et creusée de rainures hélicoïdales
donnant la coupe (fig. 830 et 831). Le pignon
à tailler tourne comme s’il engrenait avec la
cré~aillère co~stituée par le profil de · la vis,
tandis que la vis-mère se déplace parallèlement
à l’axe du pignon en même temps gu’elle reçoit
un mouvement de rotation rapide.
Fig. 83f et 832
4° Le principe de la machine Fellows est
le même que précédemment mais l’outil est un
pignon coupeur qui se meut à la fois d’un
mouvement alternatif parallèle à l’axe de la
roue à tailler pour la coupe, et d’un mouvement
de rotation conjugué avec celui donné à la
pièce.
Outillage – 361
5° Enfin dans la machine génératrice Sunderland,
l’outil est .une crémaillère (fig. 832).
Le taillage s’effectue suivant le même principe
que précédemment. L’outil crémaillère se déplace
d’un mouvement alternatif dans une direction
perpendiculaire à son plan, tandis
que la roue à tailler se rapproche de lui après
chaque coupe .{.>Our réaliser la profondeur de
denture. En meme temps, à chaque passe, la
roue reçoit un léger mouvement de rotation
autour de son axe, auquel correspond un déplacement
conjugué de l’outil de façon à réaliser
le roulement caractéristique de ces machines
génératrices.
Citons maintenant parmi les principales machines
en usage dans l’industrie:
Les machines à outils droits taillant :
soit en s’appuyant sur un gabarit amplifié:
machines à 1 outil de Bouhey, à 2 outils (chacun
taillant un des flancs de la même dent) de
Gibson, d’Oerlikon, de Gleason Works de Rochester
(U. S. A.); soit sans gabarit, machines
engendrant d’elles-mêmes la forme de la dent.
– Ducommun, Smith et Coventry, Bouhey etc.
Les machines à fraiser sont plus nom.breuses:
Citons la fraiseuse horizontale de Lud~
Loewe et c• équipée avec diviseur et mouvement
d’encliquetage pour le taillage automatique
des engrenages et, sortant de la même
firme, une machine à fraiser automatiquement
les roues coniques ou cylindriques travaHlant
avec 2 fraises, sans gabarit et sans profil coûteux
pour la fraise.
Citons encore: les machines universeJles de
Reinecker qui travaillent avec une fraise de
forme ou une vis fraise.
Les machines automatiques à tailler les engrenages,
droits et coniques de la Brown et
Sharpe Mfg C0 Providence R. I. (U. S. A.) et
les machines à tailler les crémaillères de Ir
Geo. D. Walcott et Son à Jackson Mich.
(U. S. A.).
Enfin, la machine génératrice Sunderland,
dont nous avons vu plus haut le principe,
permet le taillage de roues d’engrenages
droits, coniques ou hélicoïdaux.
Dans cette catégorie des machines spéciales.
il faut encore citer une série de machines
créées pour les besoins · de la technique moderne,
et dont la description ne peut entrer
dans le plan de cet ouvr!lge .6énéral:
Machines à fabriquer les vilebrequins, les
pistons, les segments… des moteurs d’automobile.
Machines à usiner. les roues des vagon.s.
Machines à façonner les boulons, les écrous,
les vis, les goupilles, les clavettes, les billes
etc …
Ma.chines à rainurer les poulies… etc. etc ..•
III
L’outillage
Maintenant que nous avons passé en revue
lec machines usinant les pièces et fabriquant
les organes spéciaux entrant dans la construction
des appareils mécaniques, il nous faut
dire quelques mots de la fabrication des outils
dont se servent ces machines-outils, et tout
d’abord parler de la qualité d’acier à employer
pour ces outils et du traitement ther·
mique à leur faire subir.
