
défectueuse à cause de sa teneur en soufre.
Enfin les équarissoirs, tarauds, fraises etc …
sont commodément chauffés dans un tuyau à
gaz rempli de charbon de bois et porté au
rouge.
Les plus grandes précautions doivent être
prises pour la propagation uniforme de la chaleur,
on recommande même de porter les
pièces au rouge incandescent avant de les tremper,
pour être sûr qtie la chaleur ait bien 1,>énétré
partout, mais dans ce cas on doit cramdre
les rentrées d’air oxydantes. Le même soin
est à prendre lors de la trempe. Ainsi on a remarqué
lors de la trem_pe à la tenaille, dans laquelfe
on saisit l’objet a refroidir (ciseaux par
exemple) avec une tenaille, que si l’on n’a pas
soin d’avoir des tenailles très pointues, la
trempe ne prend pas aux endroits tenus par les
mâchoires, car elles ont empêché la propagation
convenable du refroidissement.
D’ailleurs, il est bien évident que lorsqu’on
ne doit tremper qu’une partie déterminée de
l’outil, comme c’est le cas des outils à estamper,
des burins, des pannes de marteaux, dans
lesquelles les autres parties ne doivent pas
être fragiles, le chauffage ne doit affecter que
la ,Partie à durcir et ses environs, et surtout le
barn de trempe ne doit atteindre que la partie
à tremper.
On a beaucoup fait pour améliorer les bains
de trempe. L’eau de 18 à 22° C. et en particulier
l’eau de pluie est à recommander pour une
trempe ordinaire; l’eau froide ou salée augmente
la dureté donnée par la trempe, mais
augmente aussi les chances de rupture.·
Une trempe à l’huile, plus douce qu’à l’eau,
est souvent suffisante pour les pièces minces et
petites et on reconnaît qu’en général une
trempe est suffisante lorsqu’une lime fine a à
peine prise. Le pélr:J/P donne un degré de
trempe entre l’eau et l’huile, mais le procédé
n’est pas sans danger ·et les explosions sont à
craindre. Le bain à la glycérine est beaucoup
pr~férable et voici une formule donnant un
barn pour trempe moyenne :
eau 1000
glycérine à 65% environ 870
sel ammoniac 180
sel marin 250
alun 20
Le bain de mercure trempe très sec et est
~mployé pour quelques pièces fines’.
Revenu. – Les tensions moléculaires produites
par la trempe sont considérables; elles
ont pour résultat, d’abord de déformer les
pièces trempées (déformations que l’on corrige
à la machine à rectifier, et dont on se
sert parfois pour serrer ou décaler des bagues
sur fes arbres) puis de rompre les pièces, généralement
dans les angles, lorsque le refroidissemei;
it a été trls brusque.
On peut éviter ce dernier accident, en réchauffant
les pièces trempées, jusqu’à ce qu’on
arrive à la ‘température voulue; pour conserver
assez de durete entre le jaune et le bleu selon
le but à atteindre, on arrête alors le revenu
en trempant de nouveau à l’eau. On peut aussi
faire revenir les pièces sans les chauffer, en
profitant de la chaleur restant après la trempe
dans la partie de la pièce qui n’a pas eté
trempée, chaleur qui fait revenir le tranchant
jusqu’au degré voulu (exemple: burins, tranches
etc.).
Trempe de l’acier rapide. – Les procédés
de trempe pour 1es aciers rapides, dits
« Self Hardening » diffèrent sensiblement de
ceux indiqués ci-dessus pour les aciers ordinaires
au carbone. On porte la pièce à tremper
à environ 1200°, c’est-à-dire au «blanc éblouissant
», on place ensuite le tranchant devant le
jet d’air froid d’un soufflet ou d’une tuyère et
on l’y laisse jusqu’à complet refroidissement.
Pour les outils de faibles dimensions la trempe
peut être effectuée dans l’huile de lard ou -le
pétrole.
D’ailleurs, en général, les fabricants d’acier
rapide donnent pour chaque type d’acier des
notices de traitement que l’on devra suivre
aussi exactement que possible.
217. FABRICATION DES OUTILS. – L’outillage
est la partie la plus importante de
l’ajustage. C’est de la bonne fabrication
de l’outil que dépend la production des
machines-outils de l’atelier. Un outilleur doit
être un excellent ouvrier: avec le traceur, nous
dirons même que ce doit être le meilleur ouvrier
et que, contrairement aux autres spécialistes
de l’ajustage: tourneurs, fraiseurs, raboteurs,
etc.,qui, avec la perfection des machines
actuelles, tendent à devenir de plus en plus de
simples conducteurs de machinf’s, des cc machinistes
» ·qui n’ont qu’à surveiller la marche
de l’appareil, l’outilleur voit la difficulté. la délicatesse
et l’importance de sa tâche s’accroître
sans cesse.
Outils de tours, raboteuses, limeurs,
mortaiseuses, etc… Tous ces outils de formes
différentes seront d’abord forgés pour obtenir
cette forme. Le forgeage exige en général
les mêmes :précautions de chauffage gue les
traitements etudiés plus haut. On fait tiedir les
barres pour les amener lentement jusqu’au
rouge naissant, et à partir de cette température
on accélère le chauffage pour amener un
jaune très clair 1100° à 1150° :i;>our répartir
convenablement la chaleur. On doit commencer
le forgeage à environ 950° (rouge cerise clair)
et ne plus travailler l’acier dès rendu au-dessous
de 650°. Après la forge, il est bon de faire
recuire l’outil, s’il doit supporter de grands
efforts, par un simple chauffage à 900° suivi
d’un refroidissement lent dans du sable chaud,
ou du braisil bien sec.
Traitement analogue pour l’acier rapide, sauf
que les températures de forgeage d01vent être
plus élevées, com_prises entre le jaune clair
et le rouge très clair, sans jamais descendre au
rouge sombre.
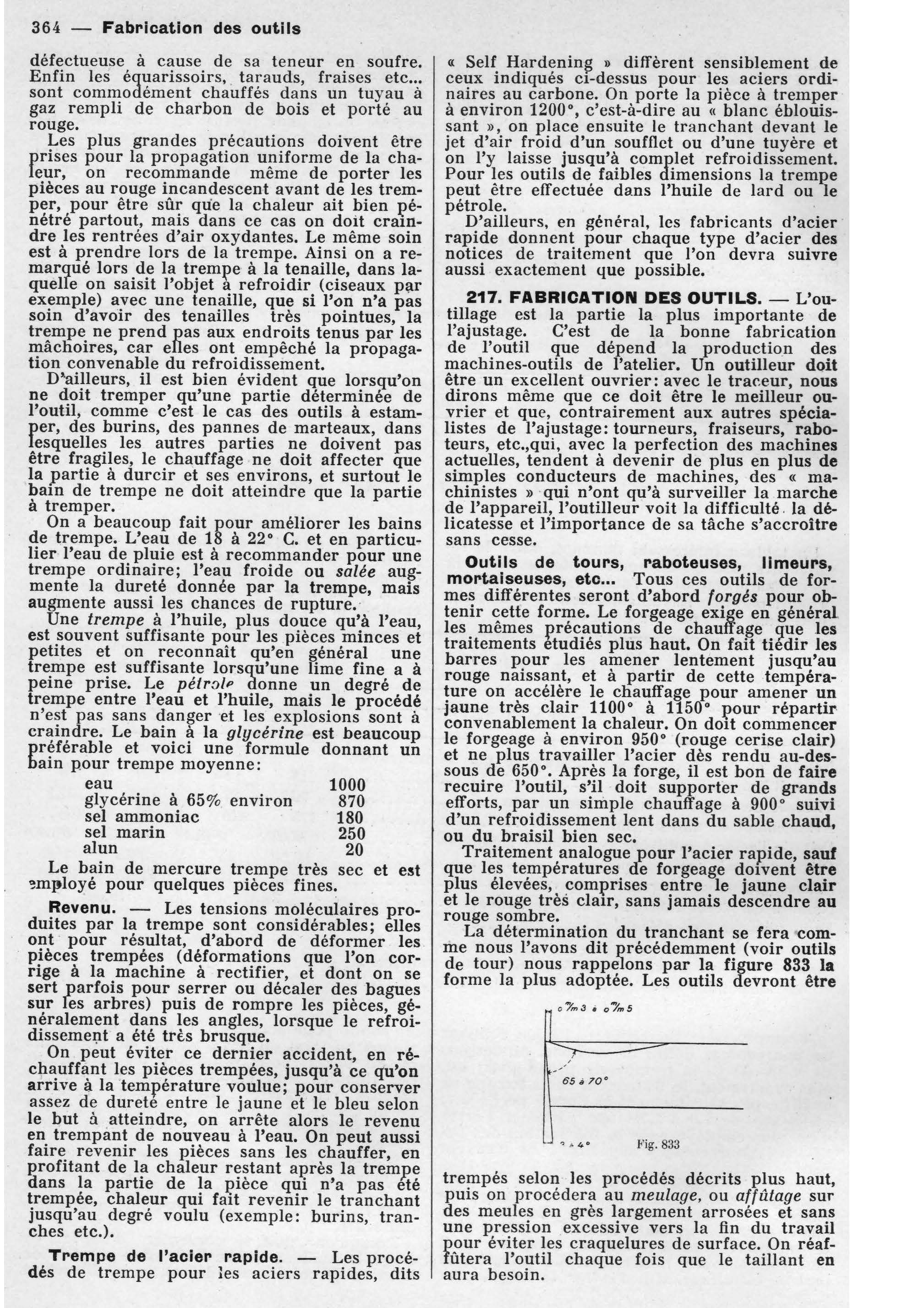
La détermination du tranchant se fera comme
nous l’avons dit précédemment (voir outils
de tour) nous rappelons par la figure 833 la
forme la plus adoptée. Les outils devront être
0/,., 3 • o/’,,,5
65 .. 70°
•• 4. ~’ i g. 833
trempés selon les procédés décrits plus haut,
puis on procédera au meulage, ou affûtage sur
des meules en grès largement arrosées et sans
une pression excessive vers la fin du travail
pour éviter les craquelures de surface. On réaffûtera
l’outil chaque fois que le taillant en
aura besoin.
