
Fraises. – Les fraises seront prises dans
des galets d’acier ordinaire ou rapide et tournées
sur un tour d’outilleur. Puis sur une
fraiseuse à plateau diviseur, on taillera les
dents des fraises et elles subiront un traitement
de trempe et de recuit analogue à celui
décrit précédemment avec, généralement, en
sus, un revenu au jaune orange, paille, ou gorge
de pigeon. Enfin un affûtage donnant les an~les
de dépouille convenables, en remettant en etat
les fraises usées, sera donné sur une petite
machine à affûter spéciale, munie d’une petite
meule émeri ou corindon tournant à grande
vitesse, et d’un mouvement d’encliquetage faisant
tourner la fraise après l’affûtage de chaque
dent.
Tarauds et filières. – Les tarauds sont
pris sur une barre d’acier cylindrique sur laquelle
on a découpé une vis dont le profil et le
pas sont ceux de l’écrou que devra découper
le taraud (fig. 834). Le taraud est tourné conique
sur une partie plus ou moins grande de la
longueur, pour permettre l’entrée et le découpage
:progressif du copeau. Enfin on portera à
la fraiseuse qui découpera les gorges, soit suivant
une génératrice du cône (fig. 834 et 835),
Fig. 834 •• Fig. 835
Fig. 836
~~ .
~—,,
“‘(( ” ……. ‘; ·,,
‘ . ‘ ‘ ‘ ‘ ‘
Fig. 837
—
soit en hélice, suivant le profil le plus convenable
pour éviter le bourrage. Les coussinets de
filièrés sont pris dans les barres d’acier plat,
percées, sciées et découpées suivant le prolil
indiqué ci-contre (fig. 836); puis alésés coniques
et taraudés au pas de la vis que la filière
devra produire. Tarauds et filières seront en-
Montage, ajustage à la main – 365
suite trempés, recuits et revenus, puis affûtés
selon les mêmes procédés et sur les mêmes machines
que les fraises.·
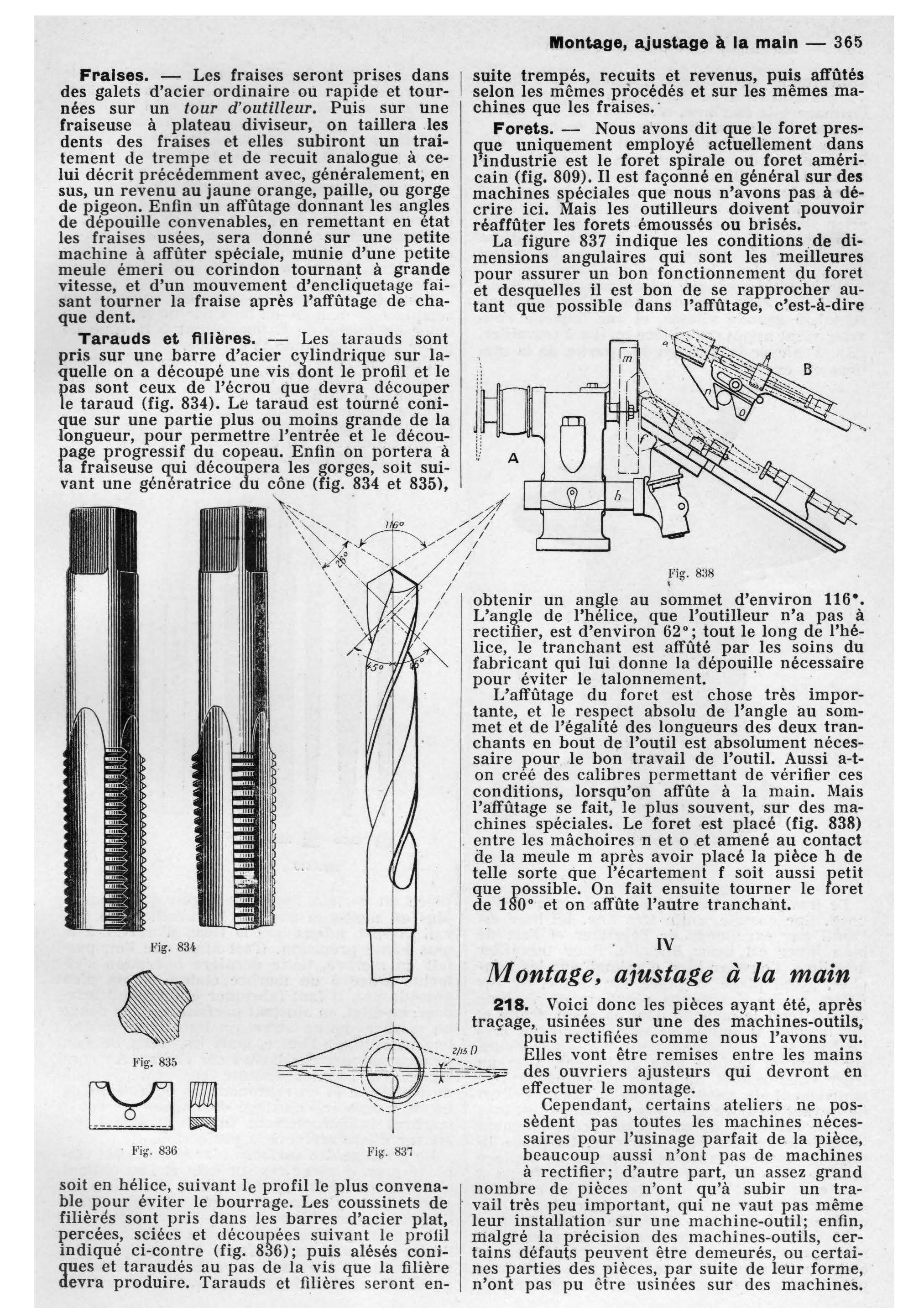
Forets. – Nous avons dit que le foret pressue
uniquement employé actuellement dans
l industrie est le foret spirale ou foret américain
(fig. 809). Il est façonné en général sur des
machines spéciales que nous n’avons pas à décrire
ici. Mais les outilleurs doivent pouvoir
réaffûter les forets émoussés ou brisés.
La figure 837 indique les conditions . de dimensions
angulaires qui sont les meilleures
pour assurer un bon fonctionnement <;lu foret
et desquelles il est bon de se rapprocher autant
que possible dans l'affûtage, c'est-à-dire
fi~. 838
obtenir un angle au sommet d'environ 116".
L'angle de l'hélice, que l'outilleur n'a pas à
rectifier, est d'environ 62°; tout le long de l'hélice,
le tranchant est affûté par les soins du
fabricant qui lui donne la dépoui~le nécessaire
pour éviter le talonnement.
L'affûtage du foret est chose très importante,
et le respect absolu de l'angle au sommet
et de l'égalité des longueurs des deux tranchants
en bout de l'outil est absolument nécessaire
pour le bon travail de l'outil. Aussi a-ton
créé des calibres permettant de vérifier ces
conditions, lorsqu'on affûte à la main. Mais
l'affûtage se fait, le plus souvent, sur des machines
spéciales. Le foret est placé (fig. 838)
entre les mâchoires n et o et amené au contact
de la meule m après avoir placé la pièce h de
telle sorte que l'écartement f soit aussi petit
que possible. On. fait ensuite tourner le foret
de 180° et on affûte l'autre tranchant.
IV
Montage, ajustage à la main
218. Voici donc les pièces ayant été, après
traçage,_ usinées sur une des machines-outils,
puis rectifiées comme nous l'avons vu .
Elles vont être remises entre les mains
des ouvriers ajusteurs qui devront en
effectuer le montage.
Cependant, certains ateliers ne possèdent
pas toutes les machines nécessaires
pour l'usinage parfait de la pièce,
beaucoup aussi n'ont pas de machines
à rectifier; d'autre part, un assez grand
nombre de pièces n'ont qu'à subir un travail
très peu important, qui ne vaut pas même
leur installation sur une machine-outil; enfin,
malgré la précision des machines-outils, certains
défauts peuvent être demeurés, ou certaines
parties des pièces, par suite de leur forme,
n'ont pas pu être usinées sur des machines.
