
alors l’arbre de rouge, on le rode légèrement
dans son coussinet, et on enlève ensuite à la
lime fine, puis au grattoir, constitué alors l?ar
one lame triangulaire, l’excédent de matiere
indiqué par le rouge et ce jusqu’à obtenir une
portee parfaite.
La perfection de l’ajustage peut être aussi obtenue
par rodage, c’est-à-dire par le frottement,
d’un mouvement alternatif, d’une des surfaces
sur. l’autre, avec interpositi<>n de poudre d’émeri
ou de verre pile, de grains de plus en
plus fins, puis de potée d’émeri mélan~ee d’eau
pour l’ajustage final. C’est ce procède qui est
employé pour l’ajustage parfait des clés ou canillons
de robinets dans leurs boisseaux. Il peut
aussi permettre le dressage des surfaces planes
et la fabrication des arbres suivant le procédé
indiqué . plus haut.
L’ouvrier, muni de toutes les pièces de la
machine, et pourvu d’un dessin de montage,
procédera au montage de l’appareil, Pour l’assemblage
il rectifiera, comme nous l’avons dit,
à la lime ou au grattoir, les surfaces ne portant
pas parfaitement les unes sur les autres.
Il aura également à réaliser sur place certains
petits travaux d’usinage qui n’ont pu être
faits à l’atelier. Il aura à percer des trous, le
plus souvent avec un foret américain, placé
dans le mandrin d’un vilebrequin, généralement
Fig. 843
Fig. 81.:!
à engrenages et appelé communément « cliignolle
», (fig. 842) ou, s’il a l’énergie électrique
disponible, dans celui d’une perceuse électrique
à main, du type étudié plus haut. L’a.rçon,
avec son foret à double coupe, qui a rendu
tant de services à nos pères, n est presque plus
employé aujourd’hui. On emploie, pour les
gros perçages, les cliquets (fig. 843) plus ou
moins perfectionnés gui travaillent avec des
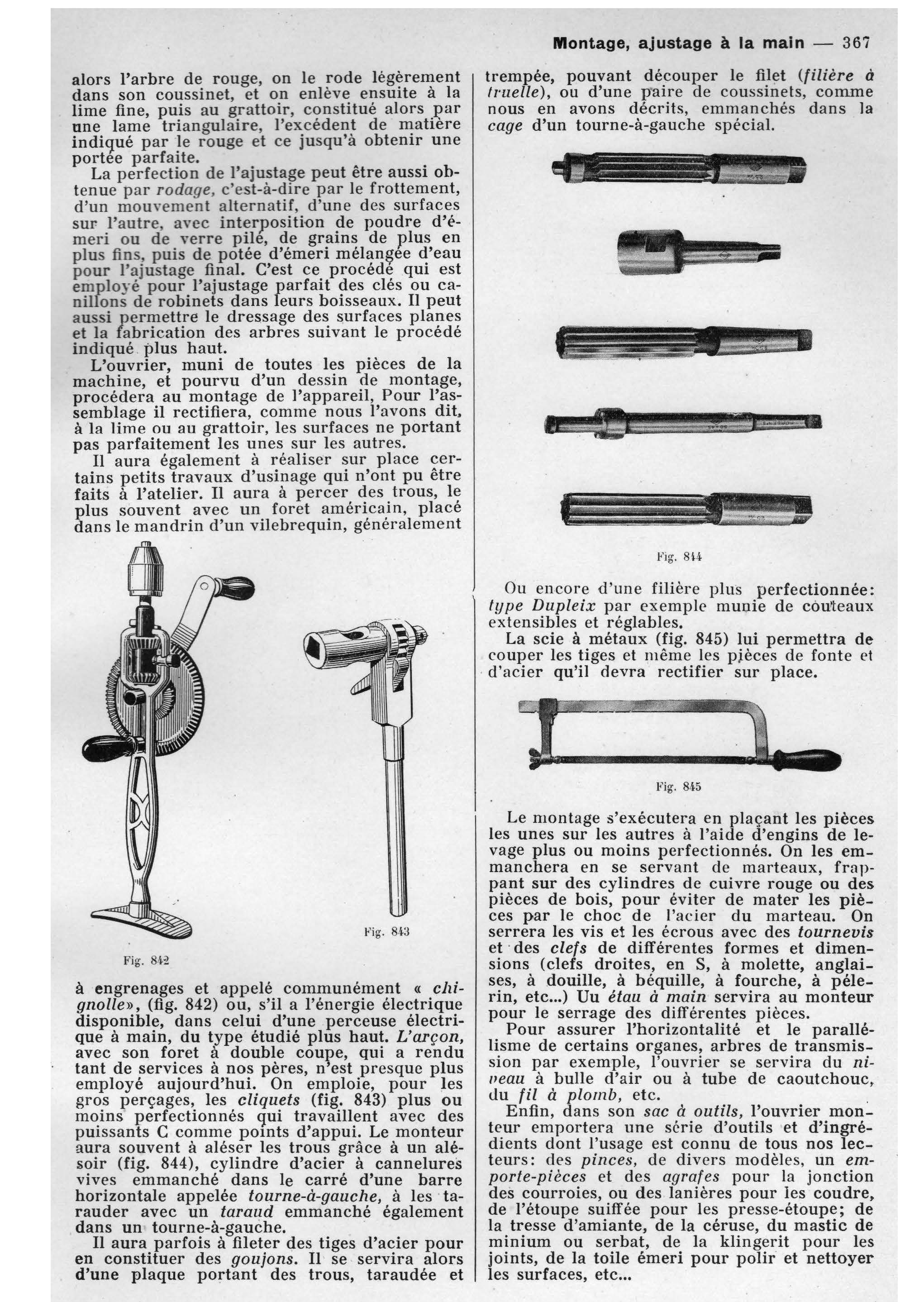
puissants C comme pomts d’appui. Le monteur
aura souvent à aléser les trous grâce à un alésoir
(fig. 844), cylindre d’acier à cannelures
vives emmanché dans le carré d’une barre
horizontale appelée tourne-à-gauche, à les ·tarauder
avec un taraud emmanché également
dans un tourne-à-gauèhe.
Il aura parfois à fileter des tiges d’acier pour
en constituer des goujons. II se servira alors
d’une plaque portant des trous, taraudée et
Montage, ajustage à la main – 367
trempée, pouvant découper le filet (filière à
truelle), ou d’une p-aire de coussinets, comme
nous en avons décrits, emmanchés dans la
cage d’un tourne-à-gauche spécial.
—–
-. – – — –3 ‘
s
Fig. 814
Ou encore d’une filière plus perfectionnée:
type Dupleix par exemple mm:iie de cou’teaux
extensibles et réglables.
La scie à métaux (fig. 845) lui permettra de
couper les tiges et même les pjèces de fonte et
· d’acier qu’il devra rectifier sur place.
j 1 1
Fig. 845
Le montage s’exécutera en plaçant les pièces
les unes sur les autres à l’aide d’engins de levage
plus ou moins perfectionnés. On les emmanchera
en se servant de marteaux, frappant
sur des cylindres de cuivre rouge ou des
pièces de bois, pour éviter de mater les pièces
par le choc de l’acier du marteau. On
serrera les vis et les écrous avec des tournevis
et ·des clefs de différentes formes et dimensions
(clefs droites, en S, à molette, anglaises,
à douille, à béquille, à fourche, à pèlerin,
etc … ) Uu étau à main servira au monteur
pour le serrage des différentes pièces.
Pour assurer l’horizontalité et le parallélisme
de certains organes, arbres de transmission
par exemple, l’ouvrier se servira du ni-
11eau à bulle d’air ou à tube de caoutchouc
tlu fil à plomb, etc. ‘
Enfin, dans son sac à outils, l’ouvrier mon:..
teur emportera une série d’outils et d’ingrédients
dont l’usage est connu de tous nos lecteurs:
des pinces, de divers modèles, un emporte-
pièces et des agrafes pour la jonction
des courroies, ou des lanières pour les coudre,
de l’étoupe suiffée pour les presse-étoupe; de
la tresse d’amiante, de la céruse, du mastic de
minium ou serbat, de la klingerit pour les
joints, de la toile émeri pour polir et nettoyer
les surfaces, etc …
