
169. FERS SPECIAUX. – Nature des fers
spéciaux. – Ces fers spéciaux sont classés
suivant la nature de leur s.ection. On distingue
les fers cornières, à T, à I, à double T, à U. Malgré
leur dénomination habituelle, ces profilés
sont obtenus tous par laminage des lingots
d’acier.
Essais des fers spéciaux. Les essais
auxquels ils sont soumis sont analogues à ceux
des tôles d’acier. Ils comportent:
1 • des épreuves à froid, de traction, de
pliage, et de mandrinage;
2° une épreuve à chaud de pliages succes
sifs.
Essai de traction. – Les résultats à ob
tenir sont les suivants:
Résistance minima par mm2 34 à 40 Kg.
Allongement minimum % mesuré sur une longueur
prise entre repères, = V 66 ,678 : 28 à
22%.
Essai de pliage à froid. – II s’effectue sur
une bande de métal plaçée sur un empreint à
faces obliques. On enfonce cette bande à l’aide
d’un coin ou d’un dégor1teoir sur lequel on fait
agir la presse, le pilon ou le mouton. On retire
la pièce à l’empreint et ses branches sont res·
serrées ou pliées en bloc. Ces pliages doivent
être obtenus sans crique, ni rupture.
Essai de mandrinaae. _:___ Un trou étant perçé
à la mèche dans l’aile du profilé devra pouvoir
être agrandi par pénétration d’un poinçon
conique sous le choc d’un marteau ou pilon
sans qu’il se produise une fissure quelconque.
Essai de pliages successifs à chaud. – Une
bande de métal étant chauffée de manière que
sa température décroisse du jaune au rouge
est repliée ensuite par tronçons successifs, le
dernier pliage étant effectué au rouge sombre.
La pièce après cette épreuve ne doit présenter
ni crique, ni gerçure.
B. – Travail du chaudronnier en fer
Avant d’aborder le travail proprement dit
des tôles de fer et d’acier, il y a lieu d’étudier
l’outillage employé en chaudronnerie. II comporte:
1 • l’outillage à main du chaudronnier;
2° le gros outillage qui comprend toutes les
machines-outils et engins utihsés dans le travail
des tôles et des fers profilés. Ce dernier
sera décrit après l’étude du travail des tôles
et des fers spéciaux.
169.0UTILLAGE A MAIN DU CHAUDRONNIER
EN FER. – Les outils à main du chaudronnier
en fer sont très nombreux. Toutefois,
la diversité du travail de chaudronnerie est
telle que souvent les ouvriers sont obligés d’en
inventer et d’en fabriquer pour des besoins
particuliers. On peut citer parmi les outils les
plus fréquemment employés: les marteaùx
les dégorgeoirs, les tranches, les chasses Je~
burins, les bédanes, les bouterolles, les li~es,
les cisailles, les maillets, enfin les outils à
. tracer.
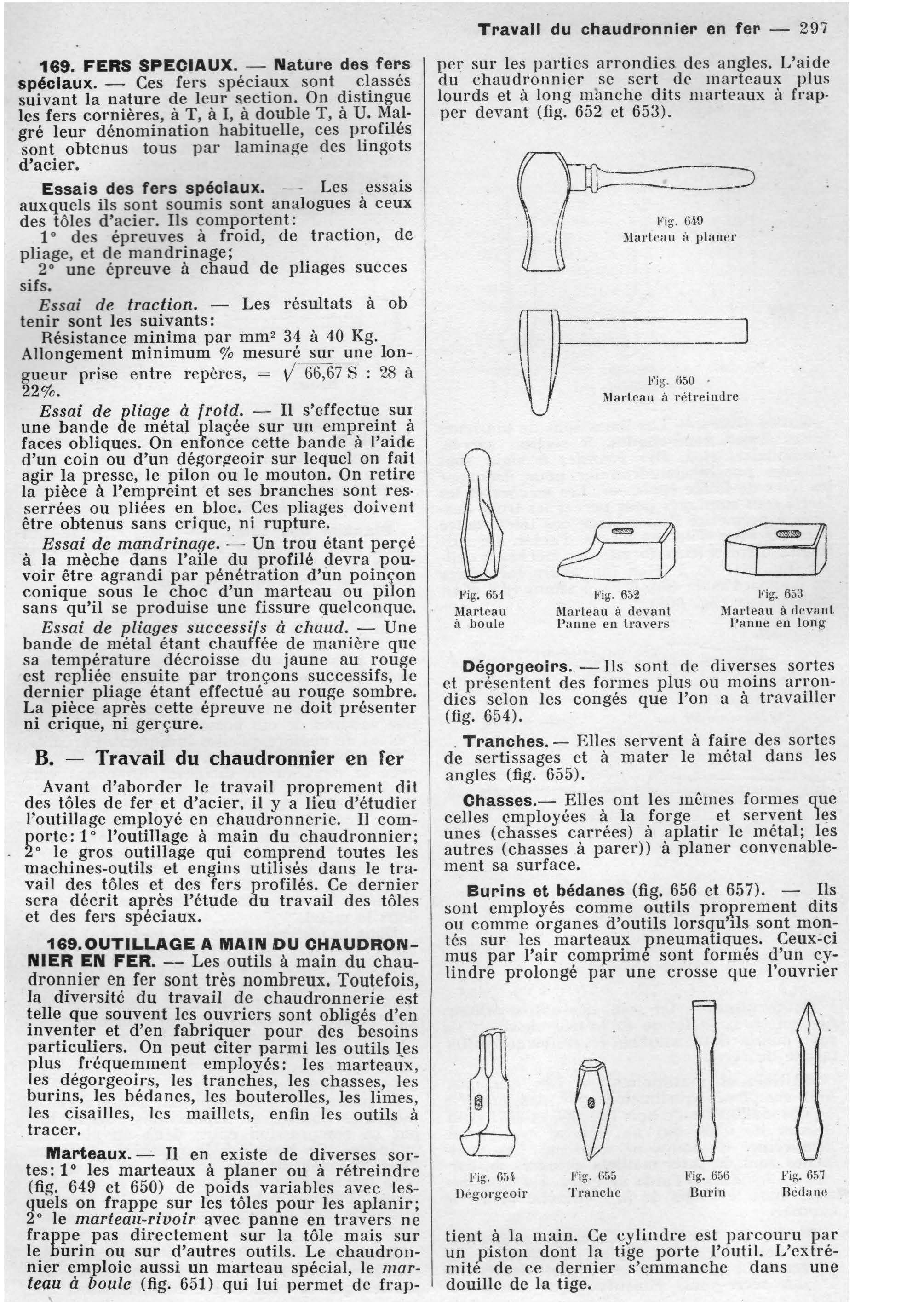
Marteaux. – II en existe de diverses sortes:
1 ° les marteaux à planer ou à rétreindre
(fig. 649 et 650) de poids variables avec lesquels
on frappe sur les tôles pour les aplanir;
2° le marteau-rivoir avec panne en travers ne
frappe pas directement sur la tôle mais sur
le burin ou sur d’autres outils. Le chaudronnier
emploie aussi un marteau spécial, le marteau
à boule (fig. 651) qui lui permet de frap-
Travail du chaudronnier en fer – 297
pcr sur les parties arrondies des angles. L’aide
du chaudronnier se sert de’ marteaux plus
lourds et à long mànche dits martPaux à frap·
per devant (fig. 652 et 653).
Fig. 651
Marteau
à boule
Fig. 64U
illarleau à planer
Fi g . 650
Marteau ù rClre indre
Fig. 652
illarleau à devant
Panne en travers
Fig. 653
ill a rleau il devanl
Panne en long
Dégorgeoirs. – lis sont de diverses sortes
et présentent des formes plus ou moins arrondies
selon les congés que l’on a à travailler
(fig. 654).
. Tranches. – Elles servent à faire des sortes
de sertissages et à mater le métal dans les
angles (fig. 655).
Chasses.- Elles ont les mêmes formes que
celles employées à la forge et servent les
unes (chasses carrées) à aplatir le métal; les
autres (chasses à parer)) à planer convenablement
sa surface.
Burins et bédanes (fig. 656 et 657). – Ils
sont employés comme outils proprement dits
ou comme organes d’outils lorsqu’ils sont montés
sur les marteaux pneumatiques. Ceux-ci
mus par l’air comprime sont formés d’un cylindre
prolongé par une crosse que l’ouvrier
Fig. 654
Dcgorgeoir
Fig. G55
Tra nche
lt’ig. 656
lluriu
Fig. 657
Bédane
tient à la main. Ce cylindre est p arcouru par
un ,Piston dont la tige porte l’outil. L’cxtrémite
de ce dernier s’emmanche dans une
douille de la tige.
