
Matoirs. – Les matoirs (fig. 658, 659, 660)
peuvent être montés d’une façon analogue sur
les marteaux pneumatiques. Ces outils sont destinés
à mater les tôles ainsi qu’on le verra plus
loin. ·
~’ig . 658 Vig. 659
Matoirs
Fig. ü6Q
Outils divers.- Les limes sont de plusieurs
sortes: limes .demi-rondes, à section carrée,
trian&ulaire, etc … Des cisailles à main sont
utilisees par le chaudronnier pour découper
les tôles de faible épaisseur. Les mèches et les
forets sont employés pour percer les trous destinés
à permettre l’assemblage des tôles !’)ntre
elles o avec d’autres pièces d’acier. On distingue,
d’après leurs formes, les mèches à cuiller
(fig. 661) et à téton (fig. 662); les forets
eh langue d’aspic (fig. 663), à tétons (fig. 664).
hélicoïdaux (fig. 665).
Fig. (j(j j
~lê c h e a c uiller
Fi g. (i6~
Mèche à téton
[..—-i-1–6 =
Fig. 663
l”o rel Cl\ lang ue d’a spic
.J”ig. G65
Fo ret hélicoïdal
Vi ~. GIH
Foret il téton
Bouterolles. – Ce sont des outils présen
tant en creux la forme de la tête du rivet; ils
sont munis d’un manche et viennent coiffer
la tête du rivet.
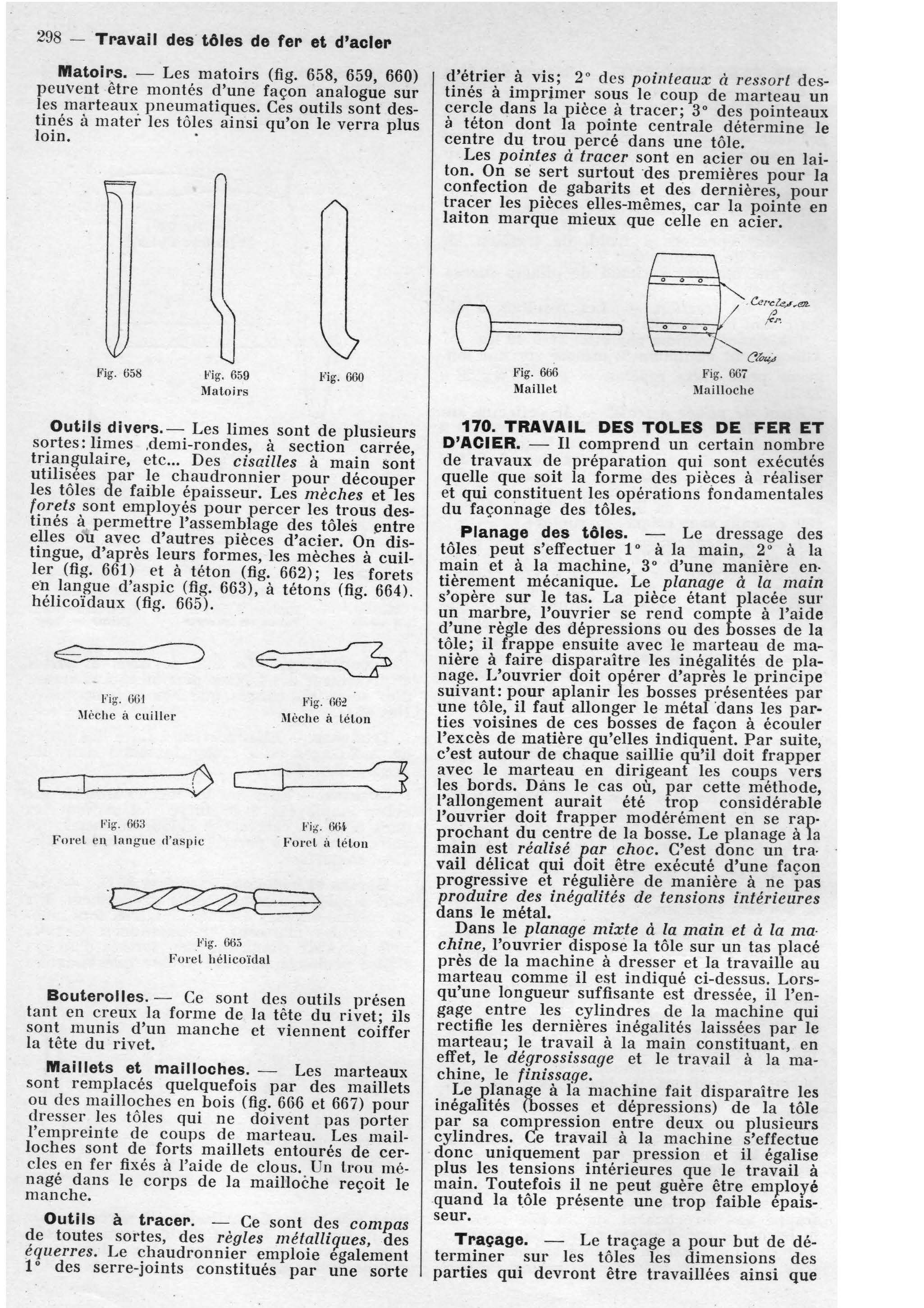
Maillets et mailloches. – Les marteaux
sont remplacés quelquefois par des maillets
ou des mailloches en bois (fig. 666 et 667) pour
dresser les tôles qui ne doivent pas porter
l’empreinte de coups de marteau. Les mailloches
sont de forts maillets entourés de cercles
en fer fixés à l’aide de clous. Un lrou ménagé
dans le corps de la mailloéhe reçoit le
manche.
Outils à tracer. – Ce sont des compas
de toutes sortes, des règles métalli9ues, des
équerres. Le chaudronnier emploie egalement
1° des serre-joints constitués par une sorte
d’étrier à vis; 2° des pointeaux à ressort destinés
à imprimer sous le coup de marteau un
cercle dans la pièce à tracer; 3° des pointeaux
à téton dont la pointe centrale détermine le
centre du trou percé dans une tôle.
Les pointes à tracer sont en acier ou en laiton.
On se sert surtout ·des premières pour la
confection de gabarits et des dernières, pour
tracer les pièces elles-mêmes, car la pointe en
laiton marque mieux que celle en acier .
Fig. 606
llfaillet
• CercZ,,,,,,”11-
/r.
0
C’k,.4
Fig. 667
Ma illoche
170. TRAVAIL DES TOLES DE FER ET
D’ACIER. – Il comprend un certain nombre
de travaux de préparation qui sont exécutés
quelle que soit la forme des piè.ces à réaliser
et qui constituent les opérations fondamentales
du façon.nage des tôles.
Planage des tôles. – Le dressage des
tôles peut s’effectuer 1° à la main, 2° à la
main et à la machine, 3° d’une manière en·
tièrement mécanique. Le planage à la main
s’opère sur le tas. La pièce étant placée sm·
un marbre, l’ouvrier se rend compte à l’aide
d’une règle des dépressions ou des bosses de la
tôle; il frappe ensuite avec le marteau de manière
à faire disparaître les inégalités de planage.
L’ouvrier doit opérer d’après le principe
suivant: pour aplanir les bosses présentées par
une tôle, il faut allonger le méta ·dans les parties
voisines de ces bosses de façon à écouler
l’excès de matière qu’elles indiquent. Par suite,
c’est autour de chaque saillie qu’il doit frapper
avec le marteau en dirigeant les coups vers
les bords. Dàns le cas où, par cette méthode,
l’allongement aurait été trop considérable
l’ouvrier doit frapper modérément en se rap·
prochant du centre de la bosse. Le planage à la
main est réalisé par choc. C’est donc un tra·
vail délicat qui doit être exécuté d’une façon
progressive et régulière de manière à ne pas
produire des inégalités de tensions intérieures
dans le métal.
Dans le planage mixte à la main et à la machine,
l’ouvrier dispose la tôle sur un tas placé
près de la machine à dresser et la travaille au
marteau comme il est indiqué ci-dessus. Lorsqu’une
longueur suffisante est dressée, il l’engage
entre les cylindres de la machine qui
rectifie les dernières inégalités laissées par le
marteau; le travail à la main constituant, en
effet, le dégrossissage et le travail à la machine,
le finissage.
Le planage à la machine fait disparaître les
inégalités (bosses et dépressions) de la tôle
par sa compression entre deux ou plusieurs
cylindres. Ce travail à la machine s’effectue
donc uniquement par pression et il égalise
plus les tensions intérieures que le travail à
main. Toutefois il ne peut guère être employé
.quand la tôle présente une trop faible epa1sseur.
Traçage. – Le traçage a pour but de déterminer
sur les tôles les dimensions des
parties qui devront être travaillées ainsi que
