
la forme exacte à leur donner pour l’ajustage
et le montage. Les opérations qu’il comporte
sont variables suivant la pièce à faire, mais
les méthodes employées ne varient guère. On
peut effectuer le traçage, soit en employant
une vieille pièce qui sert de modèle, soit à
l’aide de gabarits. Dans les deux cas on opère
d’une façon analogue.
1 ° Traçage avec modèle . . – La pièce est
tJlacée sur la tôle à travailler et fixée sur elle
a l’aide de serre-joints. Avec la pointe à trace.’,
l’ouvrier suit approximativement les contours
du modèle qui seront ensuite corrigés
à l’aide de l’équerre et du compas. Il marque
au pointeau le centre des trous percés dans le
modèle correspondant à l’emplacement des
pièces de fixation (rivets, entretoises).
2° Traçage au gabarit. – L’ouvrier étend
le gabarit sur la tôle, il en suit les contours
et marque un certain nombre de points de repère
intérieurs qui correspondent à des axes,
des centres de congés, des limites de courbes.
Les gabarits sont faits en minces feuilles
de tôle ou de zinc. On les trace avec le compas,
la règle et la pointe à tracer et d’après un
dessin coté qui sert de modèle. Le découpage
du pourtour s’effectue à la ·pointe à _tracer
quand le gabarit est mince et à la cisaille .
quand son épaisseur est notable.
Découpage des tôles. – Le découpage
des tôles se fait à la cisaille ou à la machine
à découper. Ces machines sont étudiées plus
loin. Le travail de l’ouvrier consiste à déplacer
la tôle sous la lame au fur à mesure du découpage
en lui imJ?rimant des mouvements variés
suivant le trace à suivre. Il tient le rôle à la
main quand son poids et ses dimensions sont
faibles; sinon il se sert pour la soutenir d’une
potence ou d’un palan. Le découpage suivant
une ligne droite se fait en l{énéral à la cisaille
et suivant une ligne ondulee, à la machine à
découper.
Etirage des pinces. . Les pinces sont
formées par des parties amincies que l’ouvrier
fait venir_ sur les rives de la tôle pour
permettre d’obtenir des joints plus convenables.
Pour produire ces pièces, l’ouvrier travaille
la tôle au marteau de la manière suivante:
la tôle est chauffée au rouge à l’endroit où
elle doit être martelée; le feu est établi et conduit
autrement que r.our le travail de la forge.
Si la pièce a de faibles dimensions, l’ouvrier
prépare un feu plat et découvert, il donne
modérément du vent afin d’obtenir une flamme
en éventail; la pièce est disposée sur le feu et
recouverte légèrement de combustible. Dans. le
cas où la tôle est de grande dimension, on utilise
les deux tuyères de la forge pour souffler
le vent et on allonge le feu. La pièce étant
chaude est portée sur un tas métallique: le
chaudronnier frappe la tôle avec la panne du
marteau, d’abord légèrement aux points les
plus éloignés des rives, puis de plus en plus
fort à mesure qu’il approch.e des bords; il évite
de cette manière les gondolements qui pourraient
se produire. A chaque coup porté par le
chaudronnier, ses deux aides viennent au même
endroit frapper la tôle avec des marteaux
à devant afin d’adoucir les dépressions produites
par le marteau du chaudronnier. La
tôle est amincie ainsi jusqu’aux bords. Lorsque
la partie servant à former la pince doit supporter
une simple clouure, le travail est effectué
en une chaude; si cete partie doit recevoir
une double clouure, le chaudronnier don-
Travail des tôles de fer et d’acier – 299
nera deux chaudes. La manutention de la pièce
au feu de forge se fait à l’aide d’une tenaille
si la tôle est petite; ·dans le cas contraire, le
chaudronnier emploie des griffes à vis serrant
les bords de la tôle. Ces griffes sont montées
sur un palan par l’intermédiaire d’une pièce
accessoire.
Chanfreinage. Ce travail consiste à
former un chanfrein sur la rive de la tôle. Ce
chanfrein est utilisé pour. le matage (voir plus
loin). Le chanfreinage comprend deux parties:
1° l’amorçage fait à la main, 2° le chanfreinage
proprement dit effectué à la machine.
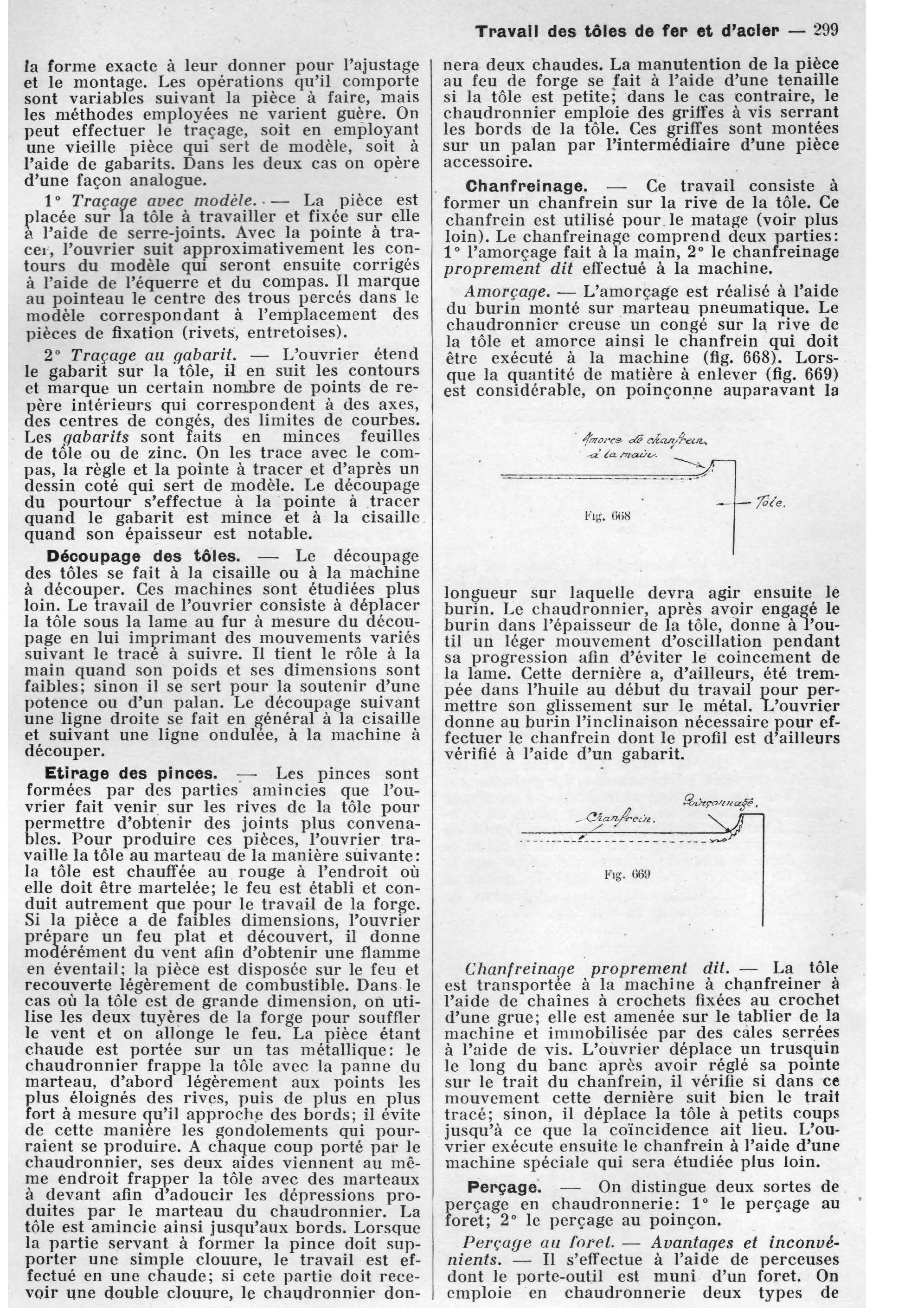
Amorçage. – L’amorçag·e est réalisé à l’aide
du burin monté sur marteau pneumatique. Le
chaudronnier creuse un congé sur la rive de
la tôle et amorce ainsi le chanfrein qui doit
être exécuté à la machine (fig. 668). Lorsque
la quantité de matière à enlever (fig. 669)
est considérable, on poinçon.ne auparavant la
longueur sur laquelle devra agir ensuite le
burrn. Le chaudronnier, après avoir engagé le
burin dans l’épaisseur de la tôle, donne à l’outil
un léger mouvement d’oscillation pendant
sa progression afin d’éviter le coincement de
la lame. Cette dernière a, d’ailleurs, été trempée
dans l’huile au début du travail pour permettre
son glissement sur le métal. L’ouvrier
donne au burin l’inclinaison nécessaire rour effectuer
le chanfrein dont le profil est d ailleurs
vérifié à l’aide d’un gabarit.
Chanfreina.qe proprement dit. – La tôle
est transportée à la machine à chanfreiner à
l’aide de chaînes à crochets fixées au crochet
d’une grue; elle est amenée sur le tablier de la
machine et immobilisée par des càles serrées
à l’aide de vis. L’ouvrier déplace un trusquin
le long du banc après avoir réglé sa pornte
sur le trait du chanfrein, il vérifie si dans ce
mouvement cette dernière suit bien le trait
tracé; sinon, il déplace la tôle à petits coups
jusqu’à ce que la coïncidence ait lieu. L’ouvrier
exécute ensuite le chanfrein à J’aide d’um
machine spéciale qui sera étudiée plus loin.
Perçage: On distingue deux sortes de
perçage en chaudronnerie: 1 ° le perçage au
foret; 2° le perçage au poinçon. _
Perçage a11 fnrel. – Avantages et inconvénients.
– Il s’effectue à l’aide de perceuses
dont le porte-outil est muni d’un foret. On
emploie en chaudronnerie deux types de
