
foret 1° le foret à langue d’aspic; 2° le foret
à téton. Le premier est employé pour percer
les tôles, de forte épaisseur, il présente une résistance
supérieure à celle du second, il casse
moins facifement et débite davantage. Toutefois,
s’il n’est pas disposé perpendiculairement,
il peut dévier plus facilement et percer
en biais. Les deux arêtes coupantes doivent
former entre elles un an~le de 90°. Le foret
à téton est utilisé plus specialement pour percer
les pièces de faible épaisseur, il travaille
par coupe presque parallèle à la surface de la
pièce à percer. Chacune de ses deux arêtes
doit former un angle obtus avec la surface de
la pièce et un angle aigu avec l’axe du téton.
De cette façon la débouchure formée, au perçage,
est plus épaisse au centre que vers les
bords. On emi;>loie quelquefois aussi le foret
hélicoïdal (meche américaine) qui permet
d’obtenir une régularité de perçage beaucoup
J?lu~ grande pour les trous traversant de fortes
epaisseurs. Le perçage s’effectue, dans tous
les cas, quel que soit le foret utilisé, par la
rotation de l’outil qui découpe le métal et s’enfonce
progressivement dans la pièce.
Perçage au poinçon. – Avantages et inconvénients.
– Il s’effectue à -J’aide d’un poinçon
monté sur le porte-outil d’une machine
spéciale appelée poinçonneuse. Le poinçon est
constitué par une tige cylindrique à pourtour
aiguisé présentant au centre un téton de centrage.
L ouvrier dispose la tôle sous l’outil de
manière qu’à la descente du poinçon le léton se
loge dans le trou du pointeau, marqué sur la
tôfe. Le poinçon s’enfonce dans le métal et
pousse la débouchure dans le dégagement de
la matrice située sous la tôle (fig. 670).
Vig. 671
Le perçage au foret présente sur celui au
poinçon les avantages suivants 1 ° il permet de
percer une épaisseur de métal quelconque à un
diamètre qui ne dépend pas de cette épaisseur.
On peut percer ainsi plusieurs tôles superposées
disposées sur le plateau de la machine.
2 ° Les bords du trou sont nets et sans trace de
débouchure; ses parois antérieures présentent
une surface lisse; 3° le travail du foret n’aigrit
pas le métal sur le pourtour du trou (fig.
671).
Par contre, ses inconvénients par rapport
au poinçon sont les suivants: 1° sa rapidité
est moindre; 2° on peut craindre, en l’em·
ployant, d’obtenir l’ovalisation ou l’obliquité
du trou percé par suite de l’irrégularité des
mouvements de rotation et d’abaissement de
l’outil.
Toutefois~ à cause de la modification que fait
subir au metal le poinçonnage, on préfère employer
le foret pour tous les travaux soignés
de perçage. Néanmoins, on améliore notablement
le perçage au poinçon en atténuant l’altération
du métal par un recuit ou par un alésage
à plus grand diamètre des trous poinçonnés.
Cintrage des tôles. Cette opération
comprend: 1° le cintrage sur le tas; 2° le cintrage
au laminoir.
Cintrage sur le tas. – Il s’effectue au ma_rteau,
la pièce étant chauffée au rou~e vif.
La tôle est disposée sur le tas, deux aides la
saisissent avec des tenailles et viennent présenter
successivement au chaudronnier les parties
à cintrer; celui-ci frappe d’abord doucement
pour amorcer la courbure puis d’une
façon régulière et progressive pour éviter de
briser la tôle. Il est prudent de cesser le travail
de la tôle au-dessous du rouge sombre.
Cintrage au laminoir. – .Il comporte deux
opérations: 1′ 0 la préparatzon des amorce~;
2° le passage au ~af!iinoir. L’amorce est .co~stItuée
par m;ie legere courbu~e donnee. a .la
tôle pour vermettre son entree au lamrnoir.
Ces amorces sont formées aux deux angles
d’une même extrémité. Leur fabrication est effectuée
à la presse hydraulique. La tôle est
transportée sur la matrice de la presse à l’aide
de 2 chaînes à crochets montées sur une grue;
le plateau de la presse porte une contre-matrice
qui présente une forme P,ouvant s’emboîter dans
celle de la matrice; l ouvrier fait monter le
plateau dont la pression courbe les bords de
la tôle; après chaque montée, la tôle est avan·
cée progressivement jusqu’à ce que l’amorce
soit formée sur 15 centimètres environ. L’ouvrier
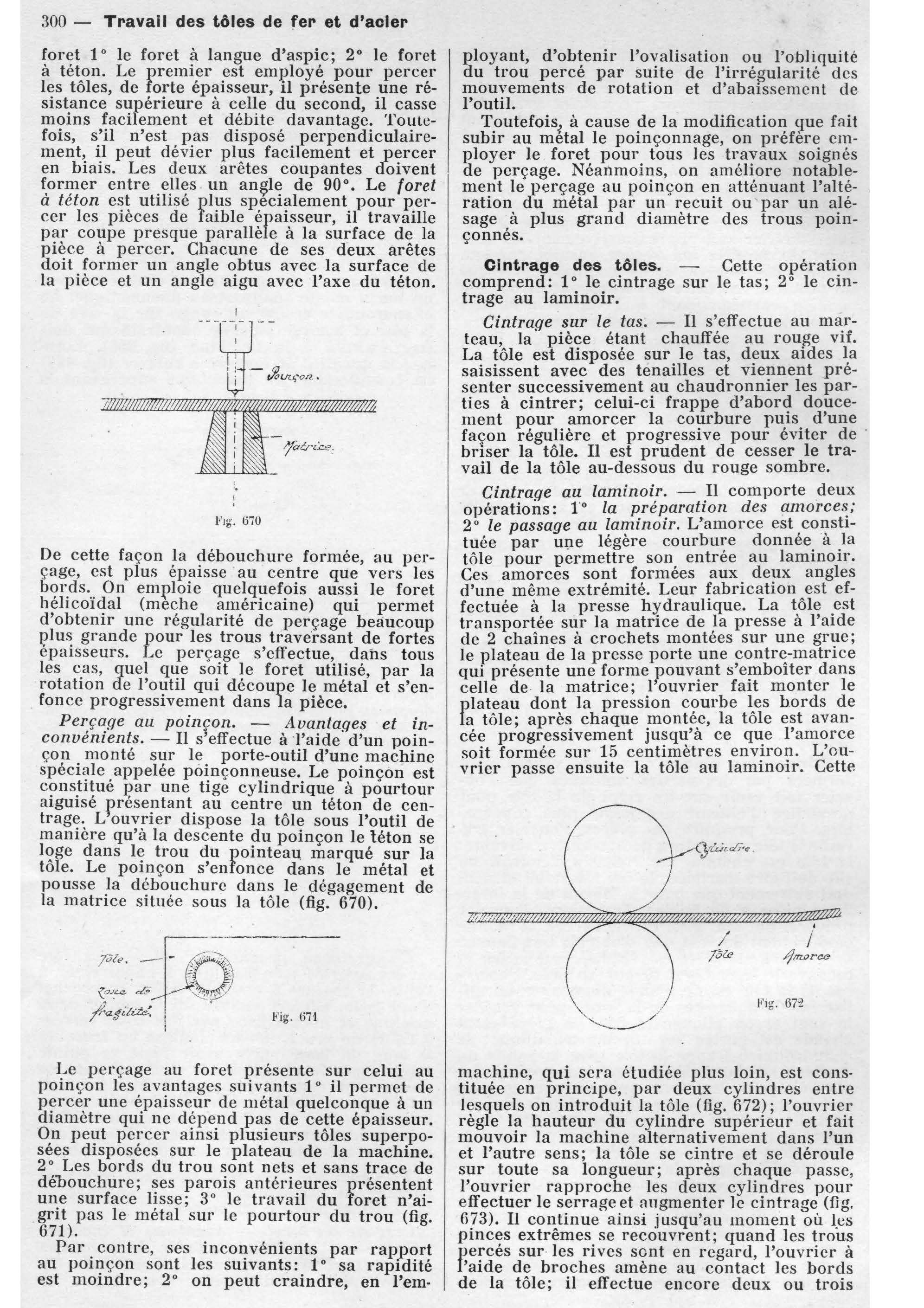
passe ensuite la tôle au laminoir. Cett~
Ftg. 67~
machine, qui sera étudiée plus loin, est cons·
tituée en principe, par deux cylindres entre
lesquels on introduit la tôle (fig. 672); l’ouvrier
règle la hauteur du cylindre supérieur et fait
mouvoir la machine alternativement dans l’un
et l’autre sens; la tôle se cintre et se déroule
sur toute sa longueur; après chaque passe,
l’ouvrier rapproche les deux cylindres pour
effectuer le serrage et augmenter le cintrage (fig.
673). Il continue ainsi. jusqu’au moment où l_es
pinces extrêmes se recouvrent; quand les trous
percés sur-les rives sont en regard, l’ouvrier à
l’aide de broches amène au contact les bords
de la tôle; il effectue encore deux ou trois
