
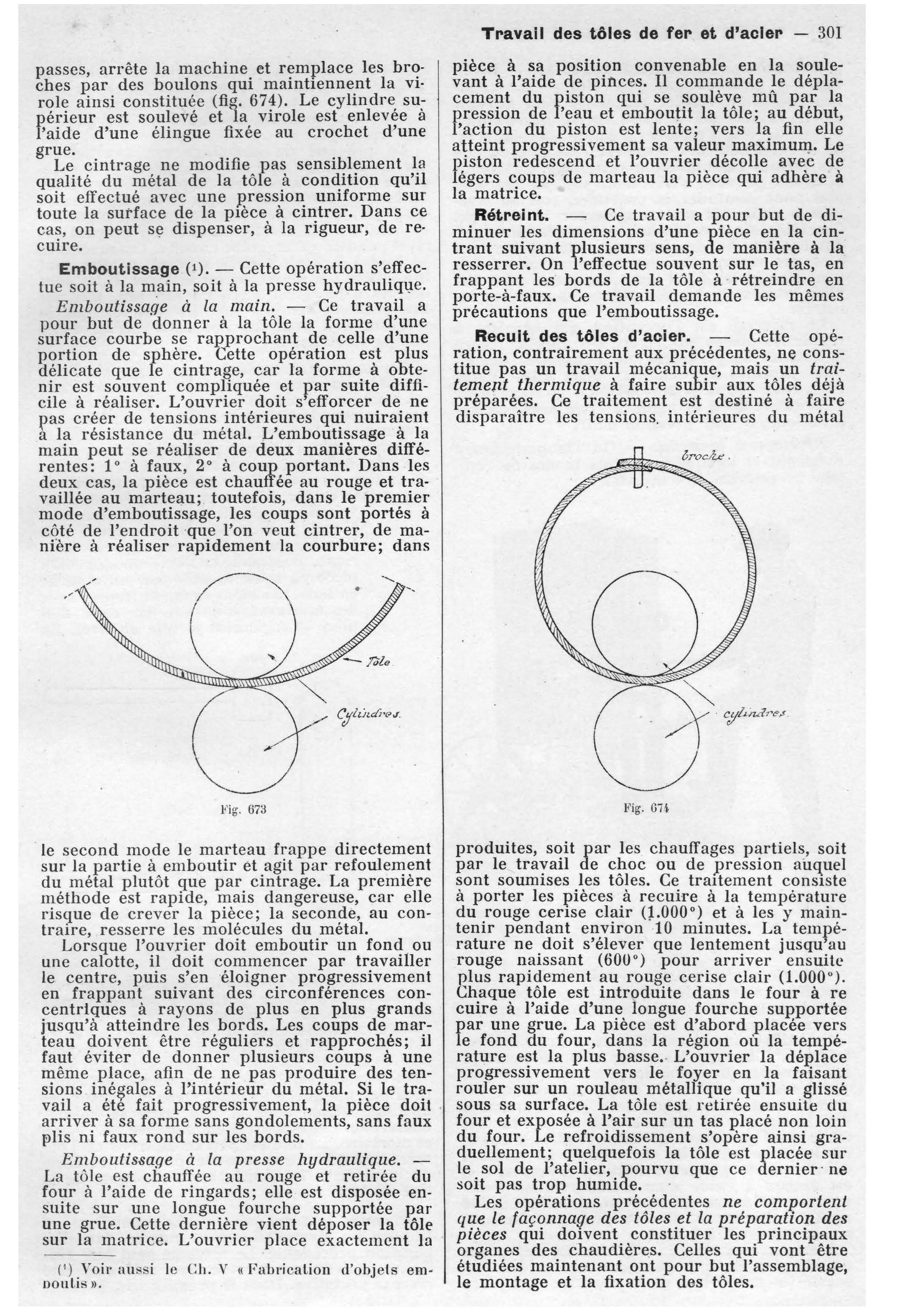
passes, arrête la machine et remplace les broches
par des boulons qui maintiennent la virole
ainsi constituée (fig. 674). Le cylindre supérieur
est soulevé et la virole est enlevée à
l’aide d’une élingue fixée au crochet d’une
grue.
Le cintrage ne modifie pas sensiblement la
qualité du métal de la tôle à condition qu’il
soit effectué avec une P.ression uniforme sur
toute la surface de la pièce à cintrer. Dans ce
cas, on peut se dispenser, à la rigueur, de recuire.
Emboutissage (t), – Cette opération s’effectue
soit à la main, soit à la presse hydrauliq]Je.
Emboutissa.Qe a la main. – Ce travail a
pour but de donner à la tôle la forme d’une
surface courbe se rapprochant de celle d’une
portion de sphère. Cette opération est plus
délicate que le cintrage, car la forme à obtenir
est souvent compliquée et r,ar suite difficile
à réaliser. L’ouvrier doit s efforcer de ne
{las créer de tensions intérieures qui nuiraient
a la résistance du métal. L’emboutissage à la
main peut se réaliser de deux manières différentes:
1 ° à faux, 2° à coup portant. Dans les
deux cas, la pièce est chauffée au rouge et travaillée
au marteau; toutefois, dans le premier
mode d’emboutissage, les coups sont portés à
côté de l’endroit ·que l’on veut cintrer, de maniêre
à réaliser rapidement la courbure; dans
Fig. 673
le second mode le marteau frappe directement
sur la partie à emboutir et agit par refoulement
du métal plutôt que par cintrage. La première
méthode est rapide, mais dangereuse, car elle
risque de crever la pièce; la seconde, au contraire,
resserre les molécules du métal.
Lorsque l’ouvrier doit emboutir un fond ou
une calotte, il doit commencer par travailler
le centre, puis s’en éloigner progressivement
en frappant suivant des circonférences concentriques
à rayons de plus en plus grands
jusqu’à atteindre les bords. Les coups de marteau
doivent être réguliers et rapprochés; il
faut éviter de donner plusieurs coups à une
même place, afin de ne pas produire des tensions
inéiples à l’intérieur du métal. Si le travail
a éte fait progressivement, la pièce doit
arriver à sa forme sans gondolements, sans faux
plis ni faux rond sur les bords.
Emboutis&age a la presse hydraulique.
La tôle est chauffée au rouge et retirée du
four à l’aide de ringards; elle est disposée ensuite
sur une longue fourche supportée par
une grue. Cette dernière vient déposer la tôle
sur la matrice. L’ouvrier place exactement la
(‘) Yoir aussi le Clt. V « f’ab1·i calion d’objets emDoulis
>>.
Travail des tôles de fer et d’acier – 301
pièce à sa position convenable en la soulevant
à l’aide de pinces. Il commande le déplacement
du piston qui se soulève mû par la
pression de l’eau et emboutit la tôle; au début,
l’action du piston est lente; vers la fin elle
atteint progressivement sa valeur maximull).. Le
I)iston redescend et l’ouvrier décolle avec de
égers coups de marteau la pièce qui adhère à
la matrice.
Rétreint. – Ce travail a pour but de diminuer
les dimensions d’une pièce en la cintrant
suivant plusieurs sens, de manière à la
resserrer. On l’effectue souvent sur le tas, en
frappant les bords de la tôle à rétreindre en
porte-à-faux. Ce travail demande les mêmes
précautions que l’emboutissage.
Recuit des tôles d’acier. Cette opération,
contrairement aux précédentes, ne constitue
pas un travail mécanique, mais un traitemeμt
thermique à faire subir aux tôles déjà
préparées. Ce traitement est destiné à faire
disparaître les tensions. intérieures du métal
Fig. Gl>
produites, soit par les chauffages partiels, soit
par le travail de choc ou de pression ail
