
Assemblage et montage des tôles. – Rivet
age. – Observations générales. – Le chaudronnier
doit vérifier toutes les tôles qui ont
été travaillées suivant une forme quelconque,
de manière à s’assurer à l’aide de calibres,
de la régularité des courbures, de l’exactitude
des formes embouties ou rétreintes. Les rectifications
peuvent s’effectuer, soit. au marteau
plat pour diminuer la courbure, soit au marteau
à emboutir pour augmenter le cintrage.
Les tôles ainsi calibrées sont -assemblées par
des broches ou des boulons avant d’être réu
·nies :par rivure. Ces organes de fixation doivent
etre justes dans leurs logements afin d’éviter
les glissements des pièces les unes sur les
autres.
Le rivetage est l’opération qui consisle à
réunir les pièces par rivets. On appelle rivure
la disposition présentée par l’ensemble des rivets
.destinés à assembler deux tôles entre
elles (voir To~rn 1, N° 394). Le rivetage peut
s’effectuer: 1° à la main, 2° par pression hy·
draulique, 3° par pression d’air.
Rivetage à la main. – On l’emploie assez
rarement et lorsque les autres modes· de rivetage
ne peuvent être utilisés.
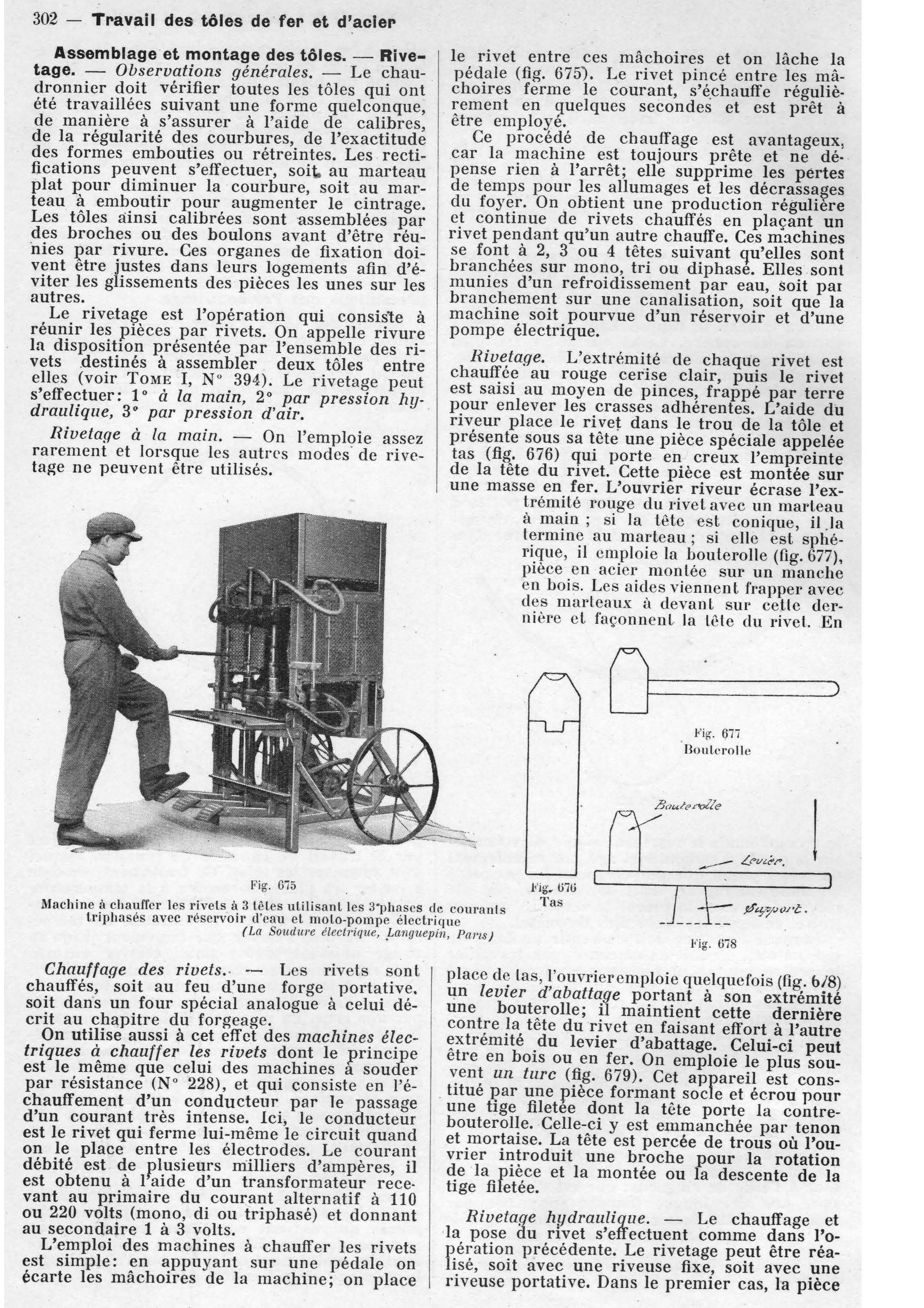
Fig. 675
le rivet entre ces mâchoires et on lâche la
pédale (fig. 675). Le rivet pincé entre les mâchoires
ferme le courant, s’é.chauffe réguliè·
rement en quelques secondes et est prêt à
être employé.
Ce procédé de chauffage est avantageux,
car la machine est toujours prête et ne dé·
pense rien à l’arrêt; elle supprime les pertes
de temps pour les allumages et les décrassa~es
du foy er. On obtient une production réguliere
et continue de rivets chauffés en plaçant un
rivet pendant qu’un autre chauffe. Ces m:ichines
se font à 2, 3 ou 4 têtes suivant qu’elles sont
branchées sur mono, tri ou diphase. Elles sont
munies d’un refroidissement par eau, soit par
branchement sur une canalisation, soit que la
machine soit pourvue d’un réservoir et d’une
pompe électrique.
Rivetage. L’extrémité de chaque rivet est
chauffée au rouge cerise clair, puis le rivet
est saisi au moyen de pinces, frappé par terre
pour enlever les crasses adhérentes. L’aide du
riveur place le rivet dans le trou de la tôle et
présente sous sa tète une pièce spéciale appelée
tas (fig. 676) qui porte en creux l’empreinte
de la tête du rivet. Cette pièce est montée sur
une masse en fer. L’ouvrier riveur écrase l’extrémité
rouge du l’ivel avec un marteau
à main ; si la tête est conique, il .la
termine au marleau; si elle est sphé·
rique, il emploie la bouterolle (fig. 677),
pièce en acier monléc sur un manche
en bois. Les aides viennent frapper avec
des marlcaux ù devanl sur celle dernière
cl façonnent, la lêle du rivel. En of———..)
Fig. 6ïï
·Boutero lle
Machine à chaufTcr les rivets à 3 têtes utilisant les 3″p hascs de couranls
triphasés avec réservoir d’eau el moto-pompe électrique
(La Soudure élec/1·iqu e, .La11guepi11, Pal’ls)
J<'i~. U7ü
Tas
Chauffage des rivets. . - Les rivets son t
chauffés, soit au feu d'une forge portative.
soit dan·s un four spécial analogue à celui décrit
au chapitre du forgeage.
On utilise aussi à cet effet des machines électriques
à chauffer les rivets dont le principe
est le même que celui des machines a souder
par résistance (N° 228), et qui consiste en l'échauffement
d'un conducteur par le passage
d'un courant très intense. lei, le conducteur
est le rivet qui ferme lui-même le circuit quand
on le place entre les électrodes. Le courant
débité est de rlusieurs milliers d'ampères, il
est obtenu à l aide d'un transformateur recevant
au primaire du courant alternatif à 110
ou 220 volts (mono, di ou triphasé) et donnant
au secondaire 1 à 3 volts.
L'emploi des machines à chauffer les rivets
est simple: en appuyant sur une pédale on
écarte les mâchoires de la machine; on place
Fig. ü78
place d~ las, 'ouvrier emploie qu~lqucfois (fig. b/8)
~n levier d abattage portant a son extrémité
une bouterolle; il maintient cette dernière
contre la tête du rivet en faisant effort à l'autre
~xtrémité _du levier d'abattage. Celui-ci peut
etre en bois ou en fer. On emploie le plus souvent
un turc (fig. 679). Cet appareil est cons-
. titué par une :pièce formant socle et écrou pour
une tige filetee dont la tête porte la contrebouterolle.
Celle-ci y est emmanchée par tenon
et mortaise. La tête est percée de trous où l'ouvrier
introduit une broche pour la rotation
de la pièce et la montée ou la descente de la
tige filetée.
Rivetage hfldraulique. - Le chauffage et
la pose du rivet s'effectuent comme dans l'opération
précédente. Le rivetage peut être réalisé,
soit avec une riveuse fixe, soit avec une
riveuse portative. Dans le premier cas, la pièce
de tôle est amenée entre la bouterolle et la
contre-bouterolle de la mâchoire fixe, de manière
que le rivet soit disposé convenablement
par rapport à ces organes. Dans le deuxième
cas, c'est la riveuse portative qu'on vient présenter
successivement en face de l'axe des
rivets à poser.
Rivetage pneumatique. -
Il s'c ffeclue d'une façon analogue
au précédent et es!
Pmployé pour des rivets de
dimensions moyennes.
Matage. - Le matage
consisle à refouler le métal
de la partie inférieure du
chaùfrein d'une tôle cle façon
à l'écraser entre les deux
rives des pièces en contact. l- Celle opération a pour but
d'assurer une meilleure étanchéité
des joints. Elle s'effectue
aussi bien sur les bords
---'----- des tôles que sur le pourtour
l<'ig. ü1J des têtes de rivets. Avant d'ef-
Turc fcctuer le matage, l'ouvrier
soumet la tôle à un travail
de collage qui consiste à assurer le
contact parfait des tôles assemblées; cellesci
peuvent, en effet, présenter des gondolements
qui empêchent une complète juxl~position
de leurs surfaces. Pour la réaliser
l'ouvrier chauffe les parties ondulées à
l'aide d'une sorte de chalumeau jusqu'à atteindre
la température· du rouge. Il frappe à l'aide
d'un marteau sur ces parties, de mani.ère _à
faire coller exactement les surfaces qm d01-
vent être en contact. L'ouvrier opère ensuite
le matage. Il emploie pour cette opération des
matoirs dont les manches ont des formes variées
(fig. 680, 681 et 682) mais dont ies outils
présentent toujours une face plane destinée à
refouler Je métal. Celle-ci a des dimensions différentes
r,uivant l'épaisseur des tôles à mater.
L'ouvrier peut effectuer le matage, soit à la
main, soit au marteau pneumatique. Dans Je
premier cas, il frappe sur le matoir en bout
a l'aide d'un marteau à main; dans Je second,
il emmanche son outil dans la douille du marteau
pneumatique et le conduit tout le long des
rives de la tôle.
Vig. G8U l"ig. G81
Matoirs
F'ig. G82
Pour le matage des rivets, l'ouvrier se sert
de deux matoirs: l'un, large au début du travail,
l'autre, plus étroit, ensuite.
Les opérations du matage modifient le chanfrein
de la tôle ainsi qu'il est indiqué aux
figures 683 et 684 qui montrent l'aspect des
bords des tôles avant et après matage. Dans le
Travail des fers plats et des profilés - 303
cas où il y a beaucoup de matière à refouler,
le matage peut s'effeètuer en deux temps: d'abord
sur toute la hauteur du chanfrem, puis
à sa partie inférieure (fig. 685 et 686).
171. TRAVAIL DES FERS PLATS ET DES
PROFILES. Il comporte des opérations
analogues à celles auxquelles sont soumises
les tôles. Toutefois, comme certaines présentent
quelques différences avec · ces dernières,
il y a lieu d'étudier: 1 ° le planage, le
dressage et le cintrage des fers plats; 2 ° le
cintrage et le pliage des profilés. Les opérations
de cisaillage, poinçonnage ne comportent
aucune précaution spéciale·.
Fig. G8J Fig. 684
Tùlcs avant malagc Tôles après matage
Planage, dressage et cintrage de~ fers
plats. - Le planage et le cintrage des plats
s'effectue comme pour les tôles; toutefois
il est plus facile à réaliser à cause de la
moindre largeur des pièces à travailler. Le
dressage est une opération spéciale qui ·consiste
à rendre les bords du plat rectilignes. Ce
dressage peut être effectué, soit à la main. soit
à la machine.
Fig. G85
i"ig. G8li
Dressage à la main. - Soit un plat (fig. 687)
présentant des rives courbes suivant ab et
cd; pour dresser ce plat, il faut allonger
les parties courbes ab et cd. L'ouvrier frappe
sur ces bords avec un marteau à panne très
étroite, de façon à étirer le métal pour qu'il
prenne la disposition a'b' et c'd'. La courbure
des parties à allonger doit être faible, de manière
à ne pas faire supporter au métal des
tensions exagérées.
c--:'~--:-,---:----:-----J----~4
•-Q: ------- • ";;; ----~----~
Fig. ü~/
Dressage à la machine. - Il s'opère comme
le planage des tôles. Le plat gauche (fig. 688)
est engagé entre les deux rouleaux de la machine
à dresser; l'ouvrier surveille le passage
des parties
