
ses ailes soient chauffées inégalement. Cette
méthode diminue le gondolement au moment
du cintrage à cause de la rigidité relative de
l’une des ailes. Le fer à T est porté ensuite
à la machine à cintrer où il repos·e par sa. l!emelle
sur une matrice courbe, il est coiffé ensuite
par une contre-matrice portée par le piston
de la machine qui le fait fléchir et l’oblige
à se cintrer suivant la forme demandée.
Assemblage des tôles et des fers spéciaux.
– Les travaux décrits précédemment
ont montré la manière de confectionner les
pièces de chaudronnerie (planage, dressage,
cintrage, e:r;nboutissage, et·c … ) et de les assemWer
entre eMes (perçage, rivetage, collage, matage).
II y a lieu de donner maintenant quel-
1
ques indications gmbéne
1
‘ra:lesdsur 1!
1
s règles app
11
li- .
quées pour l’asse age es to es entre e es
et avec les fers spéciaux. La jonction des tôle!>
se fait, soit par recouvrement, soit par couvre
joints. Dans le premier cas (fig. 702) les drux
Fig. 702
tôles sont superposées sur une certaine longueur
et assemblées par rivure à simple ou
double rangée de rivets. On emploie la plupart
du temps des rivures doubles pour les assemblages
de tôles de chaudières à cause des pressions
notables qu’elles ont à supporter. La largeur
du recouvrement est, en général, de trois
fois le diamètre des rivets de fixation; il .doit
se répartir également de chaque côté de l’axe
de la rivure (fig. 702) et non présenter l’aspect
in’diqué (fig. 703 et 704). Si la pince est, en
Fig. 703 Fig. 704
effet, trop large à l’extérieur,; le matage fera
fléchir la tôle (fi~. 703) et n’assurera pas une
étanchéité complete; si elle est trop large à
l’intérieur, le collage s’obtiendra difficilement
(fig. 704) et le matage ne pourra s’effectuer
d’une manière convenable.
l ôle
Fig. “105
Dans le second cas, l’assemblage est constitué
par deux couvre-joints fixés par rivures sur
deux tôles jointes bout à bout (fig. 705). Ce
genre de fixation est employé dans les chaudières
pour les assemblages qui sont soumis
à une fatigue sérieuse et dans la charpente métal~
iql;le pour la jonction des âmes des poutres
prmc1pa1es.
Les riyures des tôles sont constituées par
une ou deux li8nes de rivets. La distance entre
les axes des rivets est égale à 3 fois environ
leur diamètre. Dans le cas d’une rivure double,
les rivets sont établis en quinconce ainsi
qu’il est indiqué (fig. 706). Cette disposition
permet de diminuer la l;:i.rgeur du recouvrement.
L’assemblage des tôles et des fers spéciaux
se réalise également par rivures simples ou
doubles suivant l’importance des pièces à réunir.
L. +– —+—–·+- —–+——: 1 1
1 1 r- —– -+—-: +– —-+— —- -:
1•1ve>l .s.
172. GROS OUTILLAGE DE CHAUDRONNERIE.
– Il comporte: 1 • les machines-outils
utilisées pour la mise en oeuvre des tôles et de
fers spéciaux; 2° les appareils accessoires desservant
ces machines-outils (pompes, accumulateurs,
fours, forges, etc … ) et les engins de levage
employés pour la manutention des pièces.
Les maçhines-outils comprennent: des macl
ines ,à p(aner les tôles et à dresser les plats,
des machines à découper et des cisailles, des
machines à chanfreiner, à poinçonner, à percer,
à cintrer, des presses à emboutir, des machines
à river.
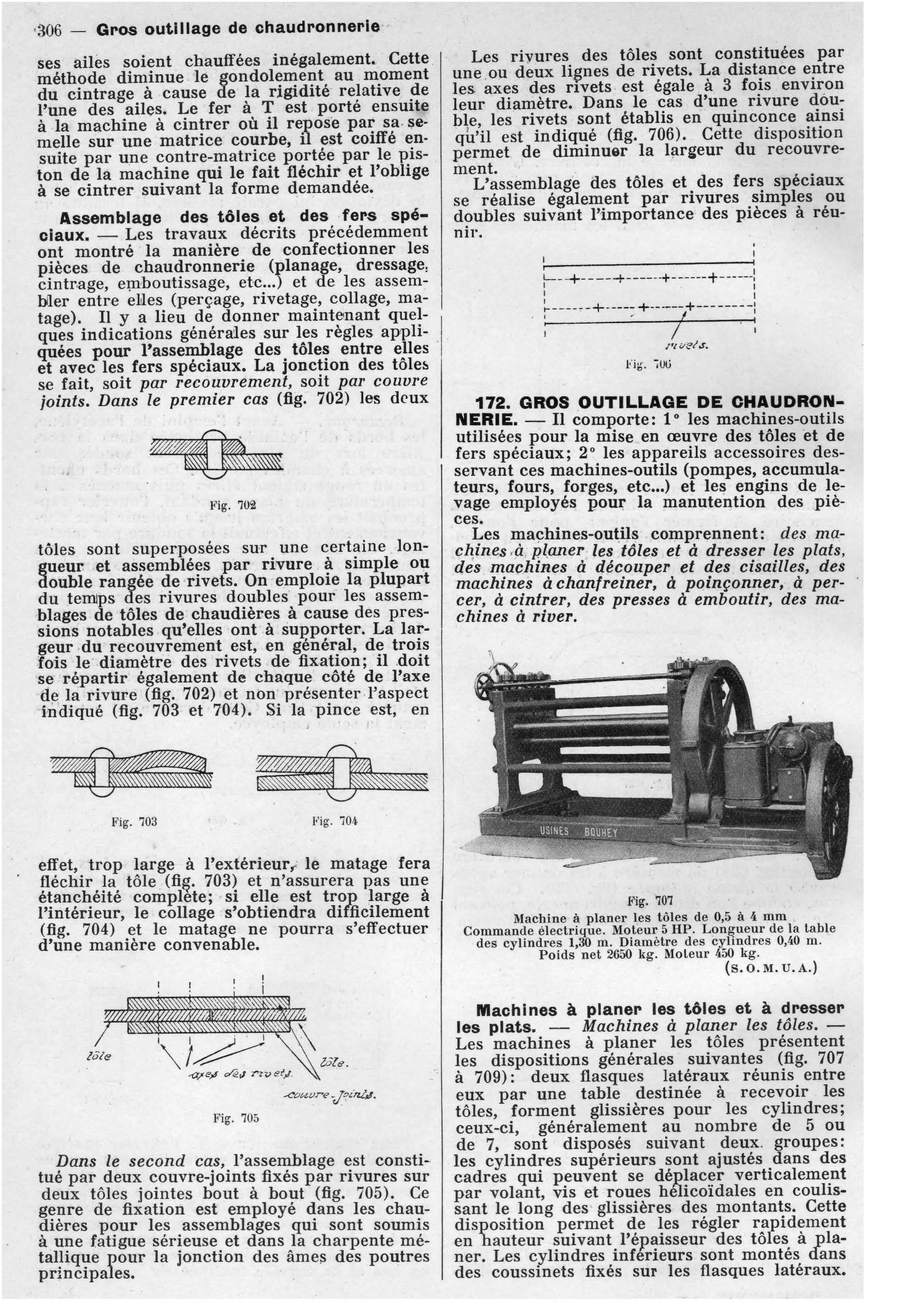
Fig. 701
Machine à planer les tôles de 0,5 à 4 mm
Commande électrique. Moteur 5 HP. Longueur de la table
des cylindres 1,30 m. Diamètre des cylindres 0,40 m.
Poids net 2650 kg. Moleur 4.50 kg.
(s. O. ~LU. A.)
Machines à planer les tôles et à dresser
les plats. – Machines à planer les tôles. –
Les machines à planer les tôles présentent
les dispositions générales suivantes (fig. 707
à 709): deux flasques latéraux réunis entre
eux par une table destinée à recevoir les
tôles, forment glissières pour les cylindres;
ceux-ci, généralement au nombre de 5 ou
de 7, sont disposés suivant deux. groupes:
les cylindres supérieurs sont ajustés dans des
cadres qui peuvent se déplacer verticalement
par volant, vis et roues hélicoïdales en coulissant
le long des glissières des montants. Cette
disposition permet de les régler rapidement
en bauteur suivant l’épaisseur des tôles à planer.
Les cylindres inferieurs sont montés dans
des coussinets fixés sur les flasques latéraux.
