
Chanfrelnage. – Il comprend un premier
travail d’amorçage fait au burin, :puis le chanfreinage
proprement dit effectué a la machine
dans les mêmes conditions que pour les tôles
d’acier.
176. ASSEMBLAGE DES PIECES DE
CUIVRE (1). – A côté des opérations décrites
ci-dessus qui sont communes au travail des
tôles de fer et des pièces de cuivre, il y a lieu
d’en examiner d’autres qui sont spéciales à
la chaudronnerie de cuivre et qui constituent
le brasage et l’étamage.
Brasage. – Cette opération a pour but
de souder deux pièces par l’intermédiaire d’un
alliage spécial interposé entre elles et permettant
de mieux opérer leur jonction. Ce travail
est appliqué au cuivre, au laiton et à d’autres
métaux; il joue par rapport à eux le même
rôle que le soudage par ral?port au fer ou à
l’acier. Toutefois, dans certams cas, le brasage
est employé également pour ces deux derniers
métaux.
Nature des alliages. – Il faut d’abord citer
les divers alliages utilisés dans le brasage, qui
varient comme composition suivant la nature
du métal à braser et selon la résistance et la
malléabilité à obtenir pour la brasure. Tous
ces alliages comportent des proportions différentes
de cuivre, de zinc et d’étain; quelquefois
ils contiennent également du
plomb, mais en faible quantité, car
ce dernier rend la brasure cassante.
Ces brasures se classent d’après
leur température de fusion; elles
sont dites tendres quand leur fusibilité
est basse, et dures quand elle
est élevée. La dureté des brasures
auftmente avec la pr.oportion de
cmvre qu’elles contiennent. On emploie,
en général, les alliages suivants:
1 • l’alliage jaune tendre pour
braser le laiton composé de 45 parties
de cuivre e.t 55 de zinc; 2°
l’alliage demi-gris pour cuivre
rouge mince (48 Rarties de cuivre, 49 de zinc
~t 3 d’étain); 3° l alliage demi-fort pour le cuivre
rouge épais (55 parties de cuivre et 45 de
-zinc); 4 • l’alliage fort pour le brasage du fer
et du cuivre (56 parties de cuivre, 30 de zinc
et 14 d’étain); enfin un alliage spécial pour le
brasage du fer sur fer qui contient 90 à 95
parties de cuivre et 10 à 5 parties de zinc. Ces
alliages sont pilés et passé-s au tamis de manière
à présenter un grain de grosseur variable.
Modes de brasage. – Les conditions re-
– quises pour obtenir une brasure solide sont
l~s S’;IÎVantes: l° une ,P_ropreté parfaite des partie~
a braser; 2° un ehrage complet des pinces
qm doivent être amincies régulièrement afin
d’éviter les surépaisseurs. On doit employer
quelques projections de borax pendant le brasa!
fe; 1 • lorsque la brasure _prend un aspect
n01ratre et se tr~uve sur le po~nt de griller; 2°
lorsque la temperature du cmvre a atteint le
rouge cerise •. Dans ce dernier cas, l’adjonction
de borax fait fondre l’alliage. Si ce dernier
n’entre pa~ en fusion, le cuivre ayant passé
au rouge vif, il faut retirer la pièce du feu et
recommencer l’opération. Si l’alliage s’écoule
on doit le laisser s’étendre lentement et le faire
pénétrer dans le métal en frappant à petits
(‘) Voir aussi le Chapitre VI «Soudure Electrique» .
coups de tisonnier sur la pièce. Le borax nedoit
pas être employé en excès, car il provoque
alors des boursouflures qui éclatent avec proJections
d’alliage. La partie brasée ne présente
Jamais des qualités de résistance et de malléabilité
analogues à celle du métal. Elle est toujours
plus cfure, plus fragile et casse plus facilement
sous l’effort du marteau.
Les modes de brasage sont les suivants: 1 •
brasage par chevauchement; 2° par rapprochement;
3° à dents.
Le brasage par chevauchement consiste dans.
l’amincissement en biseaux de sens contraire
des parties devant être superposées (fig. 727}
afin d’éviter une surépaisseur trop forte aw
croisement. Après l’operation, la brasure n’est
pas .sous-planee, mais seulement régularisée à•
la lime.
l>t.~~zux .
~-;::::::>~…..——-c=::::::==::=:==.
Fig. 721
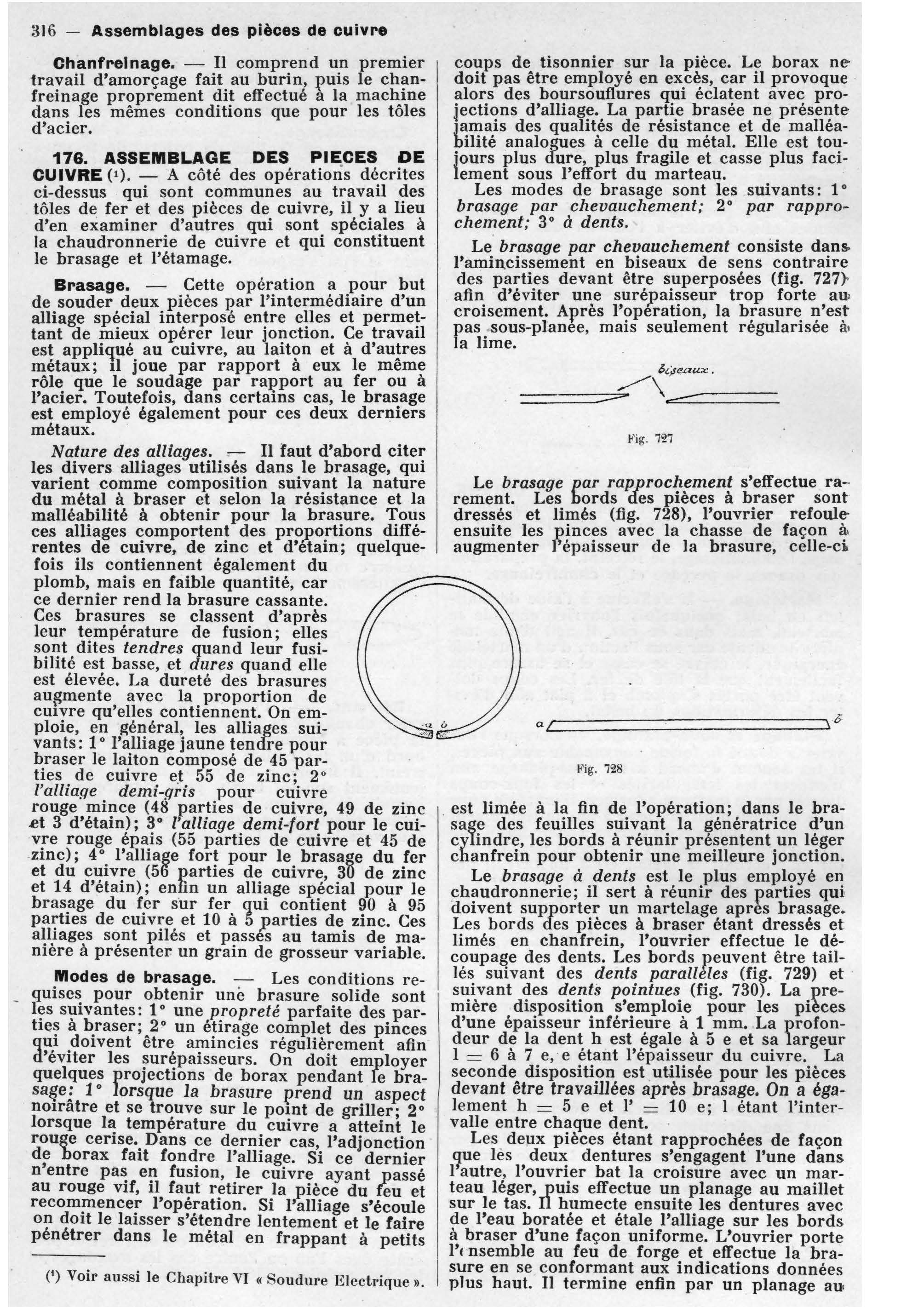
Le brasage par rapprochement s’effectue rarement.
Les bords des pièces à braser sont
dressés et limés (fig. 728), l’ouvrier refoule
ensuite les pinces avec la chasse de façon à
augmenter l’épaisseur de la brasure, celle-ci.
Fig. 128
. est limée à la fin de l’opération; dans le brasage
des feuilles suivant la génératrice d’un
cylindre, les bords à réunir présentent un léger
chanfrein pour obtenir une meilleure jonction.
Le brasage à dents est le plus employé en
chaudronnerie; il sert à réunir des :parties qui
doivent supporter un martelage apres brasage.
Les bords des pièces à braser étant dressés et
limés en chanfrein, l’ouvrier effectue le découpage
des dents. Les bords r.euvent être taillés
suivant des dents paralleles (fig. 729) et
suivant des dents pointues (fig. 730). La première
disposition s’emploie pour les pièces
d’une épaisseur inférieure à 1 mm. La profondeur
de la dent h est égale à 5 e et sa largeur
l = 6 à 7 e, · e étant l’épaisseur du cuivre. La
seconde disposition est . utilisée pour les pièces
devant être travaillées après brasage. On a également
h = 5 e et l’ = 10 e; l étant l’intervalle
entre chaque dent.
Les deux pièces étant rapprochées de façon
que lès deux dentures s’engagent l’une dans
l’autre, l’ouvrier bat la croisure avec un marteau
léger, fuis effectue un planage au maillet
sur le tas. I humecte ensuite les dentures avec
de l’eau boratée et étale l’alliage sur les bords
à braser d’une façon uniforme. L’ouvrier porte
1’1 nsemble au feu de forge et effectue la brasure
en se conformant aux indications données
plus haut. Il termine enfin par un planage au
