
m arteau de façon à amincir la surépaisseur
·.formée et par un recuit pour améliorer la bra
·sure.
Etamage. – L’étamage consiste à recou
·vrir la surface des pièces de cuivre d’une couche
d’étain pour la préserver de l’oxydation
.à l’air et des attaques par les acides. Le cuivre
·et l’étain possèdent la propriété de s’allier fa
·cilement à la condition que le cuivre soit parfaitement
décapé et débarrassé de toute trace
·d’oxydes ou de crasses. On distingue plusieurs
sortes d’étamage: 1 • l’étamage fin qu’on réalise
en employant de l’étain pur; 2° l’étamage
.à la claire obtenu à l’aide d’une composition
spéciale à base d’étain; 3 • l’étamage coquillé
·qu’on utilise quand il est nécessaire d’avoir
une certaine épaisseur d’étain.
Fig. 129
L’étamage fin se réalise de la façon suivante:
te décapage de la pièce de cuivre étant effectué,
on enduit la surface de chlorure de zinc
et on la saupoudre de sel ammoniac pulvérisé.
La pièce est chauffée, l’ouvrier verse
alors l’étam fondu qu’il étend sur la surface
à l’aide d’un tampon d’étoupe. Le chlorure de
zinc facilite l’écoulement de l’étain, le sel ammoniac
forme avec les oxydes des sels volatils
qui disparaissent sous l’action de la chaleur.
Fig. 730
L’étamage à la claire est obtenu à l’aide d’une
composition de plomb et d’étain. Le plomb ne
doit pas excéder 1/5, autrement on obtiendrait
un étamage gris qui se ternirait et s’oxyderait
plus rapidement. Le sel ammoniac peut alors
etre remplacé par la résine en poudre fine.
L’étamage coquillé consiste à effectuer un
étamage préalable comme il est indiqué cidessus,
puis à l’aide de gros fers à souder, on ·
plaque sur la surface de la pièce des glacis
d’étain rapprochés les uns des autres.
Brasage à l’étain. – Les pièces de cuivre
étamées sont brasées à l’aide d’un alliage
en proportions variables de plomb et d’étain.
On emploie: 1 • l’alliage gros (1/2 de plomb,
1/ 2 d’etain) pour les brasures à charger; 2°
l’alliage ordinaire (1/3 de plomb, 2/3 d’étain)
qui est utilisé le plus fréquemment; 3° l’alliage
clair (1/4 de J?lomb, 3/4 d’étain) qui sert pour
les pièces à etamage brillant. · .
Les conditions nécessaires pour obtenir une
bonne brasure à l’étain, sont les suivantes: 1 •)
application exacte des pièces l’une contre l’autre;
2°) décapage soigné des surfaces au contact;
3°) étamage préalable parfait.
. ~·ouvrier recouvre les parties à souder de
resme en poudre fine ou de chlorure de zinc
puis il chauffe au fer à souder l’alliage et l~
fait pénétrer entre les parties juxtaposées.
Le fer ne doit jamais être trop chaud pour ne
pa,:; brûler l’étamage; il est maintenu par l’ouvrier
au contact des parties à souder celui-ci
évitant de lui imprimer des déplace~ents de
grande amplitude afin de mieux concentrer la
chaleur .
Les brasures intérieures aux pièces sont le
plus souvent, chargées d’un excès d’alliage
pour les renforcer. Les. brasures extérieures
sont amincies, au contraire, par · un coup de
grattoir qlii enlève l’excès d’étain.
Ill
Travail de tuyauterie de fer,
d, acier et de cuivre
On classe sous ce titre toutes les opérations
ayant pour but la fabrication et la mise en
oeuvre des tuyaux et des tubes en fer, en acier
et en cuivre.
177. FABRICATION DES TUYAUX ET DES
TUBES EN FER ET EN ACIER. – On désigne
plus particulièrement sous le nom de tuyaux les
tubes de grand diamètre qui sont employés
pour les can.alisa~ions de toutes sortes (eau,
ga~, etc.), mais qm par contre ne sont pas utilises
comme organes de chaudières. Leur fabrication
est analogue à celle des tubes· tou!
efois, .les conditio.ns d~ réception qui leu~ sont
impo.sees sont moms rigoureuses que pour ces
dermcrs.
La fabrication des tùyaux et des tubes s’effectue:
1° pa; soudure à rapprochement; 2°
par soudure a recouvrement; 3• par soudure
au chalumeau; 4° par étirage sans soudure.
-~
— ef ·==”:.:., ~
~’ig . 131
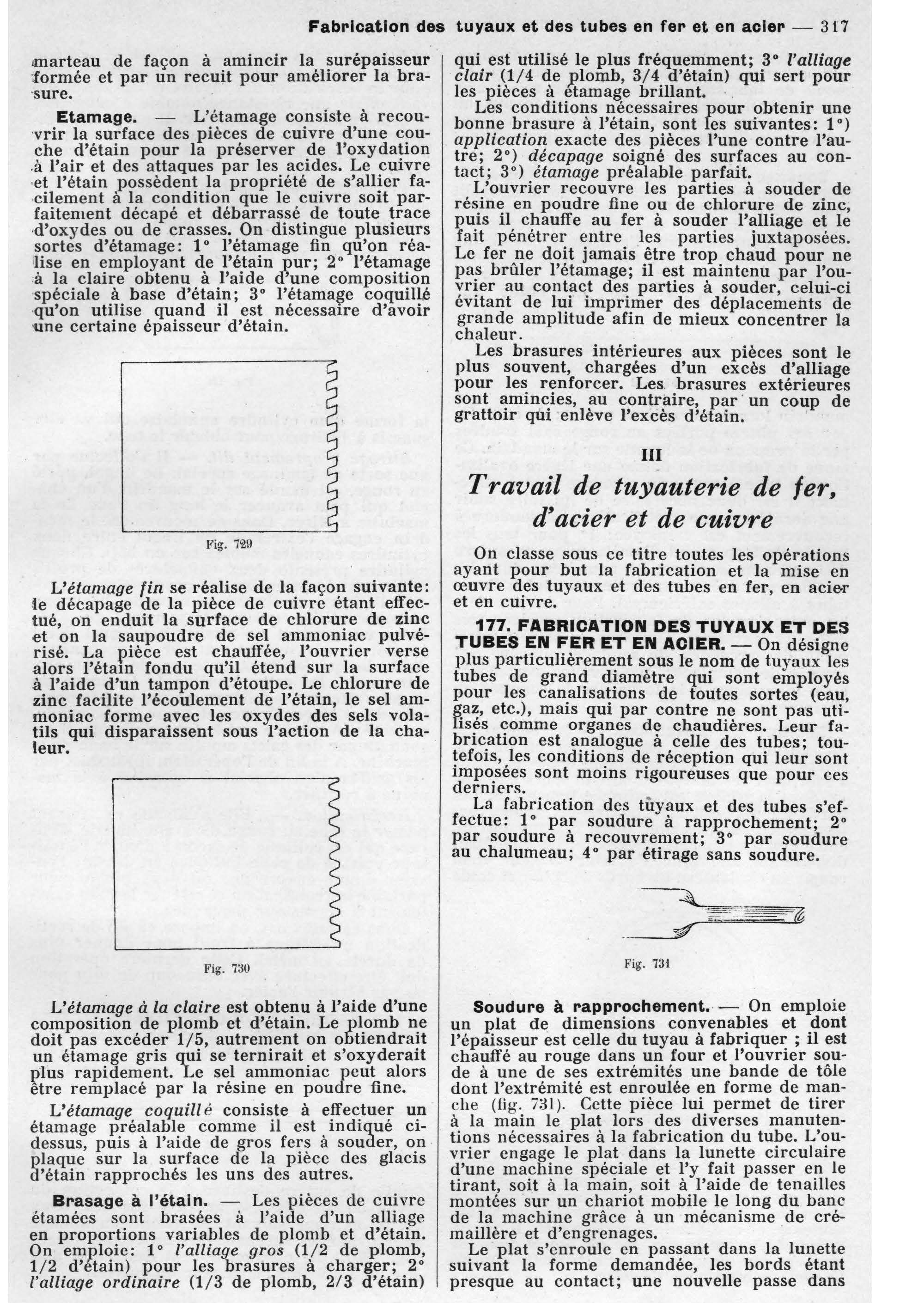
Soudure à rapprochement. – On emploie
un plat de dimensions convenables et dont
l’épaisseur est celle du tuyau à fabriquer ; il est
chauffé au rouge dans un four et l’ouvrier soude
à une de ses extrémités une bande de tôle
dont l’extrémité est enroulée en forme de manche
(fig. 7al). Cette pièce lui permet de tirer
à la main le plat lors des diverses manutentions
nécessaires à la fabrication du tube. L’ouvrier
engage le plat dans la lunette circulaire
d’une machine spéciale et l’y fait passer en le
tirant, soit à la main, soit à l’aide de tenailles
montées sur un chariot mobile le long du banc
de la machine grâce à un mécanisme de crémaillère
et d’engrenages. –
Le plat s’enroule en passant dans la lunette
suivant la forme demandée, les bords étant
presque au contact; une nouvelle passe dans
