
unè lunette de diamètre légèrement inférieur
fait . coller ces bords par rapprochement. Ce
mode de fabrication offre peu de résistance,
aussi n’est-il employé que pour les tuyaux ou
tubes destinés à supporter de faibles pressions
intérieures (tuyaux à gaz ou à vapeur détendue).
. Soudure à recouvrement. – On fait subir
·d’abord un plat une opération spéciale, ayant
pour but d’amincir les rives; on forme ainsi
des pinces (fig. 732) qui devront se recouvrir
lors de l’enroulement. Ce dernier s’effectue
Gomme précédemment; toqtefois, le diamètre
de la lunette est tel que les bords se chevauchent;
de plus, le tube est enfilé sur
}’ure.
~~—————–~~,
j?’U· lCR,
Fig. 732
mandrin lors des dernièces passes; de cette façon
le.s pinces portées au rouge sont soudées
par la pression de ‘1a lunette sur le mandrin. Ce
mode de fabrication donne une légère ovalisation
au tube à cause du recouvrement à effoctuoc;
il est donc nécessaire de lui faire subir
une dernière passe rectificative. La soudure à
recouvrement est employée: 1 ° pour tous les
tuyaux de trop gra’llid diamètre pour permettre
l’étirage sans soudure; 2° pour ceux dont les
sections sont très compliquées (ex: tubes Serve
tubes à ailettes extérieures). Pour ces derniers
les autres modes de fabrication seraient très
diffidles à réaliser. Toutefois, le perfectionnement
des procédés de soudage autogène ont
permis de remp’1acoc quelquefois, avec avantage,
l,a soudure à la fo11ge par la soudure au –
chalumeau.
Soudure au chalumeau. – On commence
par enrouler le plat employé par un ou plusieurs
passages dans la lunette d’une machine
à fabriquer les tubes. On obtient alors une piè·
ce dont la section est indiquée figure 733. Les
bords du plat ont été chanfreinés auparavant
de manière à présenter deux biseaux offrant
entre eux un espace triangulaire. Le tube étant
disposé sur une table, l’ouvrier soudeur vient
rougir au chalumeau les bords de la tôle et coule
Fig. 133
dans l’esp,ace laissé libre le métal d’une baguette
qu il tient à la main; un aide corroie par
un léger martelage la soudure au fur et à mesure
que celle-ci s’allonge suivant la généra·
tri ce du tube. Ce soudage s’effectue le plus fré·
quemment au chalumeau oxy-acétylénique; il
nécessite, de la part de l’ouvrier, une attention
soutenue et une habileté particulière. Il est indispensable
que le soudage ait lieu à coeur de
manière que la mise de métal pénètre jusqu’à
la surface intérieure du tube.
Etirage sans soudure. – C’est le procédé
le plus parfait et le. plus fréquemment employé
pour la fabrication des tuyaux et des tubes devant
offrir une résistance notable à cause des
efforts qu’ils ont à supporter. Il comporte plusieurs
opérations : 1 ° préparation du lingot ;
2·0 étirage proprement dit; 3° rectification du
~~ .
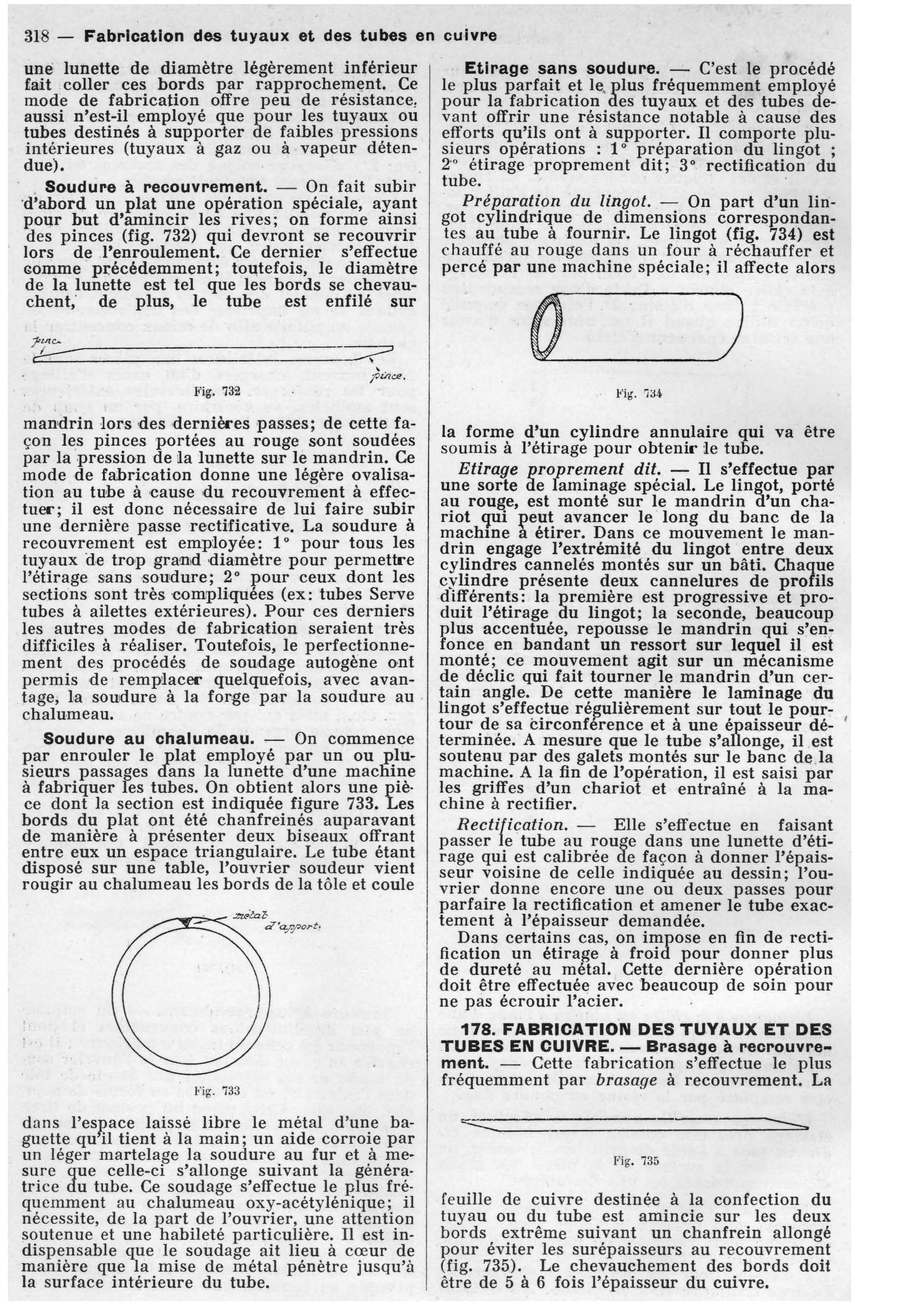
Préparation du lingot. – On part d’un lingot
cylindrique de dimensions correspondantes
au tube à fournir. Le lingot (fig. 734) est
chauffé au rouge dans un four à réchauffer et
percé par une machine spéciale; il affecte alors
O_~J
la forme d’un cylindre annulaire qui va être
soumis à l’étiragè pour obtenir ie tube.
Etirage proprement dit. – Il s’effectue par
une sorte de laminage spécial. Le lingot, porté
au rouge, est monté sur le mandrin a•un chariot
qui :peut avancer le long du banc de la
machme a étirer. Dans ce mouvement le mandrin
engage l’extrémité du lingot entre deux
cylindres cannelés montés sur un bâti. Chaque
cylindre présente deux cannelures de profils
différents: la première est progressive et produit
l’étirage du lingot; la seconde, beaucoup
plus accentuée, repousse le mandrin qui s’enfonce
en bandant un ressort sur lequel il est
monté; ce mouvement agit sur un mécanisme
de déclic qui fait tourner le mandrin d’un certain
angle. De cette manière le laminage du
lingot s’effectue ré~ulièrement sur tout le pourtour
de sa Circonference et à une épai.sseur dé- ‘
terminée. A mesure que le tube s’allonge, il .est
soutenu par des galets montés sur le banc de .la
machine. A la fin de l’opération, il est saisi par
les griffes d’un chariot et entraîné à la machine
à rectifier.
Rectification. – Elle s’effectue en faisant
passer le · tube au rouge dans une lunette d’étirage
qui est calibrée de façon à donner l’épaisseur
voisine de celle indiquée au dessin; l’ouvrier
donne encore une ou deux passes pour
parfaire la rectification et amener le tube exactement
à l’épaisseur demandée.
Dans certains cas, on impose en fin de rectification
un étirage à froid pour donner plus
de dureté au métal. Cette dernière opération
doit être effectuée avec beaucoup de soin pour
ne pas écrouir l’acier. .
178. FABRICATION DES TUYAUX ET DES
TUBES EN CUIVRE. – Brasage à recrouvrement.
– Cette fabrication s’effectue le plus
fréquemment par brasage à recouvrement. La
Fig. 735
feuille de cuivre destinée à la confection du
tuyau ou du tube est amincie sur les deux
bords extrême suivant un chanfrein allongé
pour éviter les sur.épaisseurs au recouvrement
(fig. 735). Le chevauchement des bords doit
être de 5 à 6 fois l’épaisseur du cuivre.
