
l’extrémité d’un autre s’effectue de la façon suivante:
les deux tubes sont disposés sur des rouleaux-
supports et rapproches de façon que
leurs extrémités soient à 2 ou 3 mm l’une de
l’autre; les lèvres des coupes ont été taillées
en biseau {fig. 739). L’ouvrier vient couJer dans
la couronne de section triangulaire ainsi formée
le métal d’apport (fil d’acier). En même
temps, il dirige la flamme du chalumeau oxyacétylénique
sur le pourtour des extrémités des
tubes tandis que son aide tourne ceux-ci à mesure
que la soudure s’effectue.
Les tubes après rabout11ge sont essayés à une
i;>ression hydraulique de 25 kilos par cm’. Cette
epreuve ne doit déceler aucune fissure, ni au.
cune crique.
Cintrage des tuyaux et des tubes en fer et
en cuivre. ~ Cette opération peut être faite,
soit à la main, soit à la machine.
Cintrage à la main. – L’ouvrier commence
par remplir le tuyau de sable, puis le bouche
avec des tampons en fer. Il marque ensuite à
la craie, les extrémités de la partie à travailler
dont la longueur a été détermrnée d’après le développement
de la courbe du gabarit. Il porte
Fig. 739
ensuite le tuyau au feu de forge; quand ce der~
nier a atteint la température du rouge, il refroidit
avec un courant d’eau les parties qui
ne doivent pas être travaillées. Le tuyau est
disposé sur le tas et l’ouvrier le cintre en frappant
à coups de marteau. Il se produit, pendant
ce travail, des plissements le long de la
génératrice intérieure. On les empêche de se
développer pendant le cintrage en raidissant
le métal à ces endroits, par un jet d’eau froide.
L’ouvrier réchauffe ensuite la partie coudée
et arrose les portions extérieures de façon que
sous l’action de la chaleur le déplissement
puisse se produire.
“‘CYCL. MECANIQU• (5) – T . Il
Travail des tubes et des tuyaux -321
Le cintra$e des tuyaux de cuivre s’effectue
d’une maniere analogue; toutefois on remplit
le tuyau de brai· humide qu’on laisse durcir,
ou de résine.
Cintrage à la machiize. – Il s’opère plus par·
ticulièrement sur les tuyaux ou tubes auxquels
on doit donner de faibles courbures tandis que
le cintrage en quart ou en demi-cercle se fait
à la main. On peut employer pour effectuer ce
travail, soit une presse, s01t une machine à cin·
trer. Dans les deux cas, le tuyau est rempli au
préalable de sable fin et bouché par des tam·
pons en bois puisque l’opération a lieu à froid.
On le porte ensuite à la presse ou à la machine
à cintrer en le disposant sur des galets placés
à distance convenable. Le piston se deplace
ensuite sous la pression hydraulique (presse)
ou sous la pression d’air (machine a cintrer) et
appuie sur le tuyau ou le tube par l’intermédiaire
d’une cale en bois, de façon à produire
la courbure demandée.- .
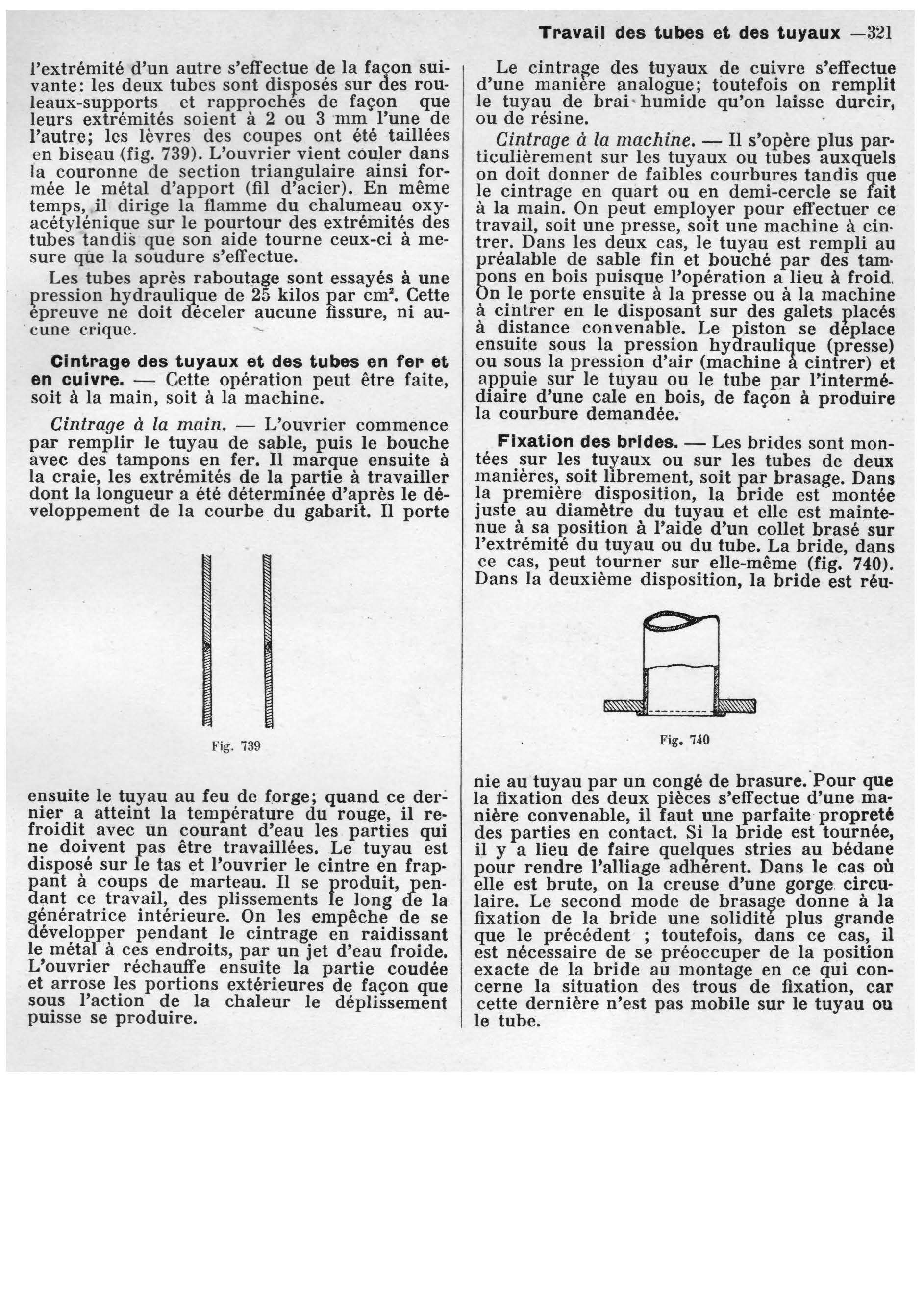
Fixation des brides. – Les brides sont montées
sur les tuyaux ou sur les tubes de deux
manières, soit librement, soit par brasage. Dans
la première disposition, la bride est montée
juste au diamètre du tuyau et elle est maintenue
à sa position à l’aide d’un collet brasé sur
l’extrémité du tuyau ou du tube. La bride, dans
ce cas, peut tourner sur elle-même (fig. 740).
Dans la deuxième disposition, la bride est réu·
Fig. 740
nie au tuyau par un congé de brasure. ·Pour que
la fixation des deux pièces s’effectue d’une ma·
nière convenable, il faut une parfaite propreté
des parties en contact. Si la nride est tournée,
il y a lieu de faire quelCJ,ues stries au bédane
pour rendre l’alliage adherent. Dans le cas où
elle est brute, on la creuse d’une gorge. circulaire.
Le second mode de brasa~e donne à la
fixation de la bride une solidite plus grande
que le précédent ; toutefois, dans ce cas, il
est nécessaire de se préoccuper de la position
exacte de la bride au montage en ce qui concerne
la situation des trous de fixation, car
cette dernière n’est pas mobile sur le tuyau ou
le tube.
21
