
Ajoutons qu’au point de vue pratique, l’emboutissage
avec presse-flans ·donne des pièces
à bords plus l’éguliers et permet de diminuer
le nombre .des passes d’étirage, d’où une économie
de temps et une diminUJtion du prix de
revient.
[
“:,;- – ·—-;’- – î
__ j:_ J 1
:::– _o~:i-_o_ __ __ ~ __ l ~( b)
0=63
~———————–~ ‘ ·( a)
Fig. 855
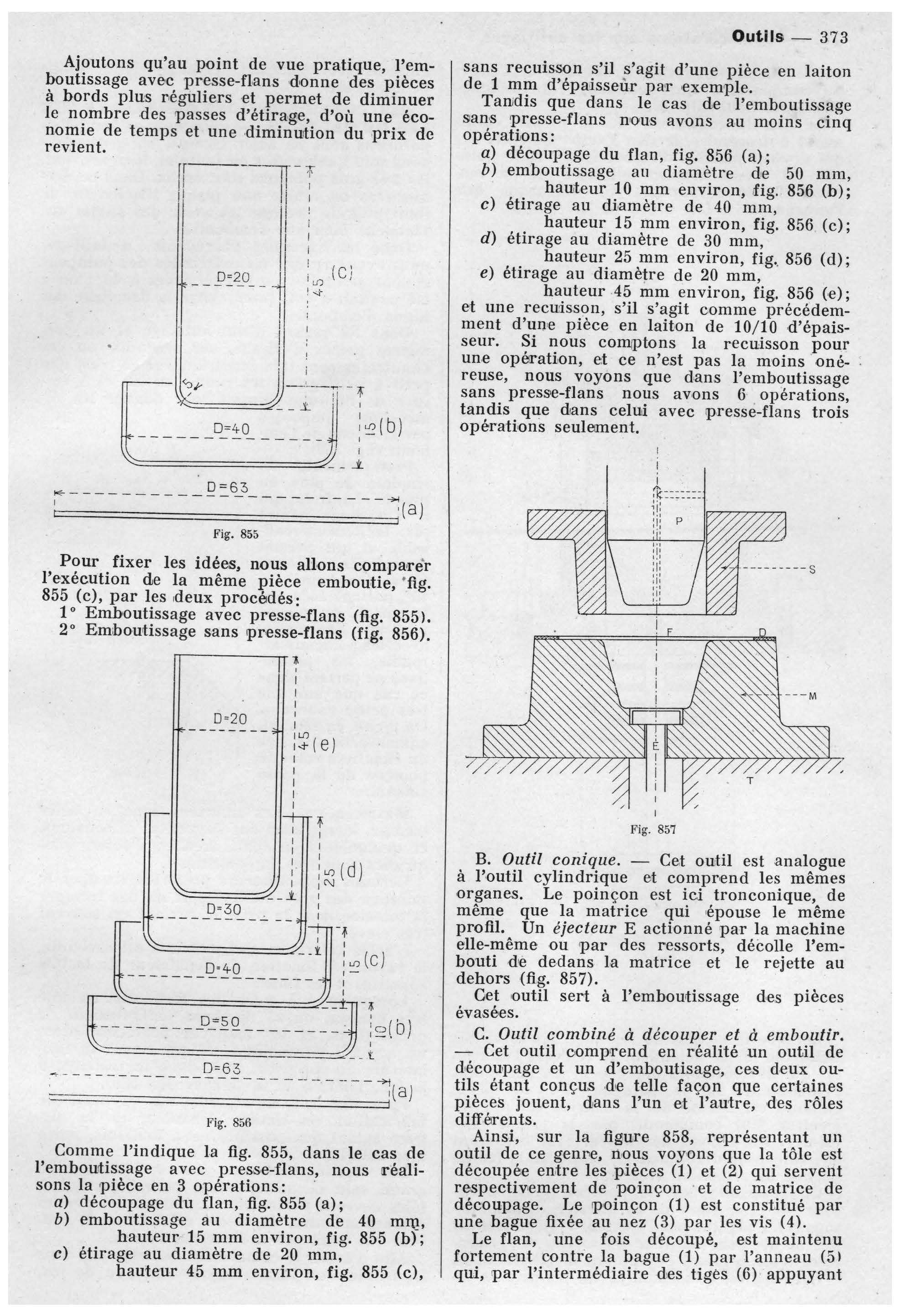
Pour fixer les idées, nous allons compa1re’r
l’exécution de la même pièce emboutie, ‘ fig.
855 (c), par les deux procédés:
1 ° Emboutissage avec presse-flans (fig. 855 l.
2° Emboutissage sans ipr·esse-flans (fig. 856).
0=20
~——–·
–
l
‘
1
1
:’.i ( e)
1
1
1
1 !-+ t
1 1
1 1
1 1 : :li) (d)
, 1 1CJ
“======~–i 1
0=30 1
[‘–_ ~—_-Q:~: ~~ _~- ~ ]j~ I~ 1
(—- —D~~Q——–J !.~(b) __ t
– – – – – – 0=63 – – – – – – – – – – – – – – — – – — – – ~ · 1(a)
Fig. 856
Comme l’indique la fig. 855, dans le cas de
l’emboUJtissage avec presse-flans, nous réalisons
la pièce en 3 opérations: ·
a) découpage du flan, fig. 855 (a);
b) emboutissage au diamètre de 40 m!l!,
hauteur 15 mm environ, fig. 855 (b);
c) étirage au diamètre de 20 mm,
hauteur 45 mm. environ, fig. 855 (c),
Outils – 373
sans recuisson s’il s’agit d’une pièce en laiton
de 1 mm d’épaisseùr par exemple.
Tandis que dans le cas de l’emboutissage
san·s presse-flans nous avons au moins cinq
opératiiOns:
a) découpage du flan, fig. 856 (a);
b) emboutissage au diamètre de 50 mm,
hauteur 10 mm environ, fig. 856 (b);
c) étirage au di.amètre de 40 mm,
hauteur 15 mm environ, fig. 856 (c);
d) étirage au diamètre de 30 mm,
hauteur 25 mm environ, fig., 856 (d);
e) étirage au diamètre de 20 mm,
hauteur 45 mm environ, fig .. 856 (.e);
et une recuisson, s’il s’agit comme précédemment
d’une pièce en laiton de 10/10 d’épaisseur.
Si nous colll(ptons la recuisson pour
une opération, et ce n’est pas la moins onéreuse,
nous voyons que dans l’emboutissage
sans presse-flans nous avons û opérations,
tandis que dians celui avec presse-flans trois
opérations seulement.
Fig. 857
B. Outil conique. – Cet outil est analogue
à l’outil cylindrique et compr·end les mêmes
organes. Le poinçon est ici tronconique, de
même que la matrice qui •épouse le même
profil. Un éjecteur E actionné par la machine
elle-même ou par des ressorts, décolle !’embouti
d•e dedans la matrice et le rejette au
dehors (fig. 857).
Oet outil sert à l’emboutissage des pièces
évasées. ·
C. Outil combiné à découper et à emboutir.
– Cet outil oomprend en réalité un outil de
d·écoupage et un d’emboutisage, ces deux outils
étant conçus d•e telle façon que certaines
pièces jouent, dans l’un et l’autre, des rôles
différents.
Ainsi, sur la figure 858, représentant un
outil de ce genl’e, nous voyons que la tôle est
découpée en.tre les pièces (1) et (2) qui servent
re:spectiv•ement de poinçon ·et de matrice de
découpage. Le poinçon (1) est constitué par
une bague fixée au nez (3) par les vis (4) .
Le flan, une fois découpé, est maintenu
fortement oontre la bague (1) par l’anneau (51
qui, par l’intermédiaire des tiges (û) appuyant
