
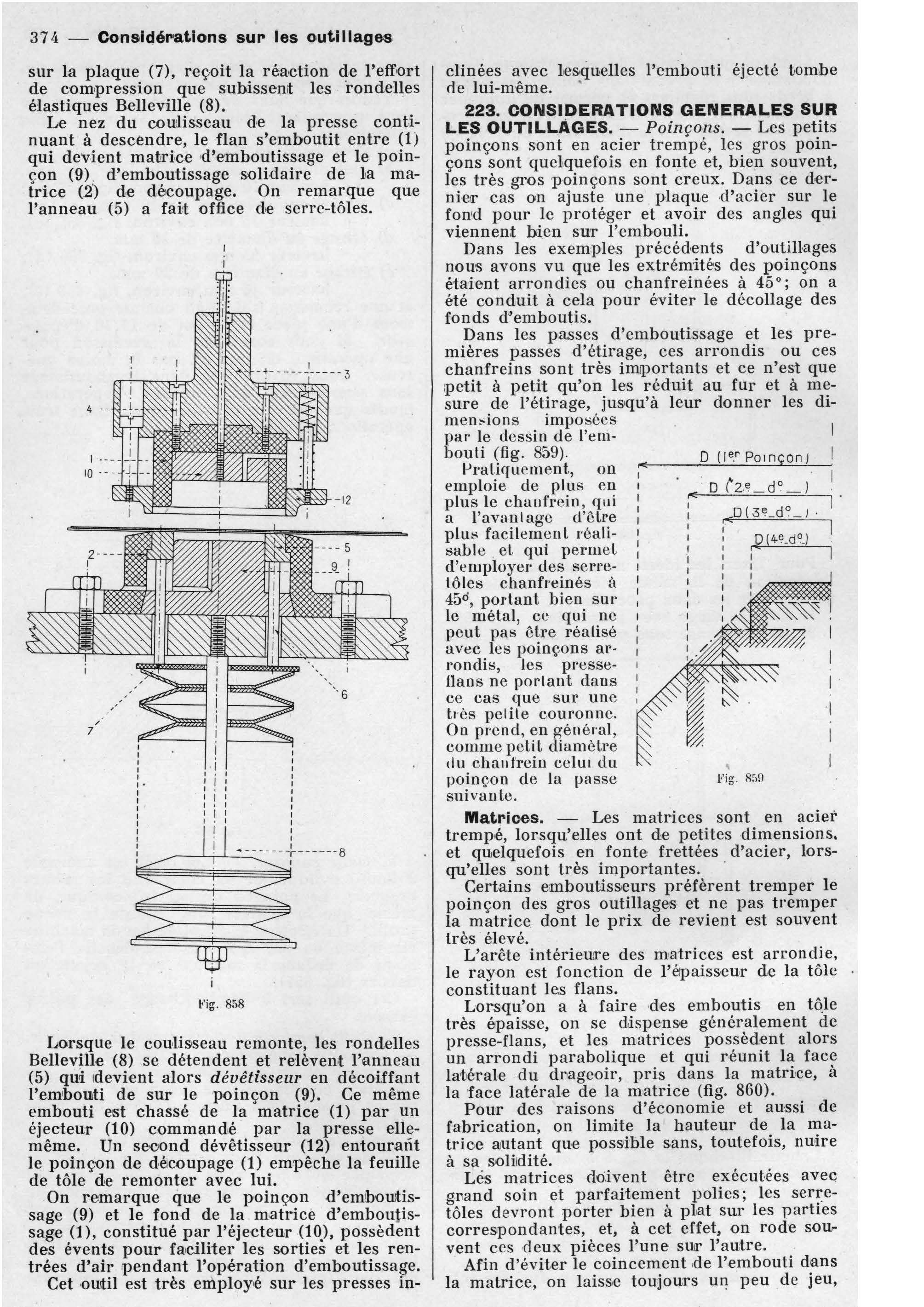
sur la plaque (7), reçoit la réaction de l’effort
de compression que subissent les rondelles
élastiques Belleville (8).
Le nez du coufisseau de la presse continuant
à descendre, le flan s’emboutit entre (1)
qui devient matrke d’emboutissage et le poinçon
(9) . d’emboutissage solidaire de La matrice
(2) de découpage. On remarque que
l’anneau (5) a fait office de serre-tôles.
/
7
1
1
1
1
1
1
1
1
1
1
1
1
..—-“–;–..____•_- .-.._-_ – – – -~ – – – – – – 8
Vig. 858
Lorsque le couUs0seau remonte, les rondelles
Belleville (8) se détendent et relèvent l’anneau
(5) qui !devient alors dévêtisseur en décoiffant
!’embouti de sur le poinçon (9). Ce même
embouti est chassé de la matrice (1) par un
éjecteur (10) cümmandé par la presse ellemême.
Un seoond dévêtisseur (12) entourant
le poinçon de découpage (1) empêche la feuille
de tôle de remonter avec lui.
On remarque que le poinçon d’emi>owtissage
(9) et le fond de la matrice d’emboutissage
(1 ), constitué par l’éjecteur (10), possèdent
des évents pour faciliter les sorties et les rentrées
d’air pendant l’opération d’emboutissa~e.
Cet ouitil est très employié sur les presses mclinées
avec 1e•squelles }’embouti éjecté tombe
ne lui-même. ‘
223. CONSIDERATIONS GENERALES SUR
LES OUTILLAGES. – Poinçons. – Les petits
poinçons sont en acier trempé, les gros poinçons
sont queliquefois en fonte et, bien souvent,
les très gros poinçons sont creux. Dans ce dernier
cas on ajuste une plaque d’acier sur le
fonld pour le protéger et avoir des angles qui
viennent bien SUT l’embouli.
Dans les exemples précédents d’outillages
nous avons vu que les extrémités des poinçons
étaient arrondies ou chanfreinées à 45°; on a
été conduit à cela pour éviter le décollage des
fonds d’emboutis.
Dans les passes d’emboutissage et les premières
passes d’étirage, ces arrondis ou ces
chanfreins sont très importants et ce n’est que
:petit à petit qu’on les réduit au fur et à mesure
de l’étirage, jus•qu’à leur donner les dimen~
ions imposées
par le dessin de !’embouti
(fig. 859).
Pratiquement, on
emploie de plus en
plus le cha11t’rcin, qui
a l’avanlage d’être
plu;.; facilement réalisable
et qui permet
d’employer des serrelôles
chanfreinés à
45d, portant bien sur
le métal, ce qui ne
peul pas être réalisé
avec les poinçons arrondis,
les presseflans
ne portant dans
cc cas que sur une
très pclite couronne.
On prend, en général,
comme petit diamètre
tl u cha11 frein celui du
poinçon de la passe
suivante.
D (Je.rpornçonJ
1.”0(3~_d 0 _1.
‘
1 Q(4~_d 0.)
1
1
1
1
1
Fig. s;n
1
·I
1 ·
1
Matrices. – Les matrices sont en acier
trempé, lorsqu’elles ont de petites dimensions.
et quelquefois en fonte f.rettées d’acier, lorsqu’elles
sont très importantes. ·
Certains emboutisseurs préfèrent tremper le
poinçon des gros outillages et ne pas tremper
la matrice dont le prix de revient est souvent
très élevé.
L’arête intériellll”e des matrices est arrondie,
le rayon est fonction de l’épaisseur de la tôle
constituant les flans.
Lürs·qu’on a à faire ·des emboutis en tqle
très épaisse, on se dispens·e généralement de
presse-flans, et les matl’ices possèdent alors
un arrondi parabolique et qui réunit la face
latérale du driageoir, pris dans la matrke, à
la face latérale de la matrice (fig. 860).
Pour des raisons d’économie et aussi de
fabrication, on limite la hauteur de la matrice
autant que possfüle sans, toutefois, nuire
à sa so0liidité.
Lés matrices rlolvent être exécutées avec
gnand soin et parfaitement polies; les serrctôles
devront porter bien à p1at sur les parties
correspondantes, et, à cet effet, on rod·e sou,.
vent ces deux pièces l’une sur l’autre.
Afin d’éviter le coincement de !’embouti dans
la matrice, on laisse toujours un peu de jeu,
