
d-0nt l’importance est fondion des dimensions
des pièces.
Si d est le diamètre de !’embouti à obtenir,
· e son épaisseur, on a la relation suivante:
d = 2~ + dp + jeu,
qui fixe le diamètre du poinçon dp, celui de
la matrice étant évidemment d.
Dans le cas de !’embouti de la fig. 851, le jeu
était de 1 mm environ.
Serre-Tôles. – Nous avons vu que les
outils d’emboutissage pouvaient se classer en
deux •types représ.entés, l’un par les outils
(fig. 852 et 857), et l’auctre pa·r celui représent
·é par 1a fig. 858. .
Dans le premier type, le poinçon est à l,a
partie supérieure de l’outil, dans le second il
est à la partie inférieure; le ipresse-flans, entorurant
t-0ujours le poinçon d’emboutissage,
est donc à la partie supér.ieure de l’outil, dans
le premier ty1pe, il est alors dit serre-tôles supérieur;
et à la partie inf.élrieurre pour le
second, il prend al<0rs le nom de serre-tôles
inférieur. Comme nous l'avons déjà vu, c'est
LJJ
b
Fig. 860
·une bague de métal, généralement en fonte résistante,
en acie.r moulé ou en acier dur sui~
vant que l'effort à transmettre esit moins ou
plus important. Les serr·e-tôles, qu'ils soient
sllJpérieuirs ou inif·éirieul's., sont toujours ajustés
à frottement doux sur le poinçon et on leu.r
donne des dimensions telles qu'ils ne subissent
aucune déformaition apparente sous
l'effort qu'ils ont à transmettre.
Les presse-flans sont de plus en plus empl<
0yés pour les .passes d'emboutissage et d'étirage,
Hs éqllÎ!pent pT·esque tous les outils de
«passe au travers».
La pression à laquelle ils sont soumis et
qu'ns transmettent aux flanics qu'ils serrent
contre les matrices leur est communiquée de
plusieuTs faç-0ns.
1 • Serre-tôles supérieurs. - a) Un premier
procédé consiste à entourer le poinçon d'un
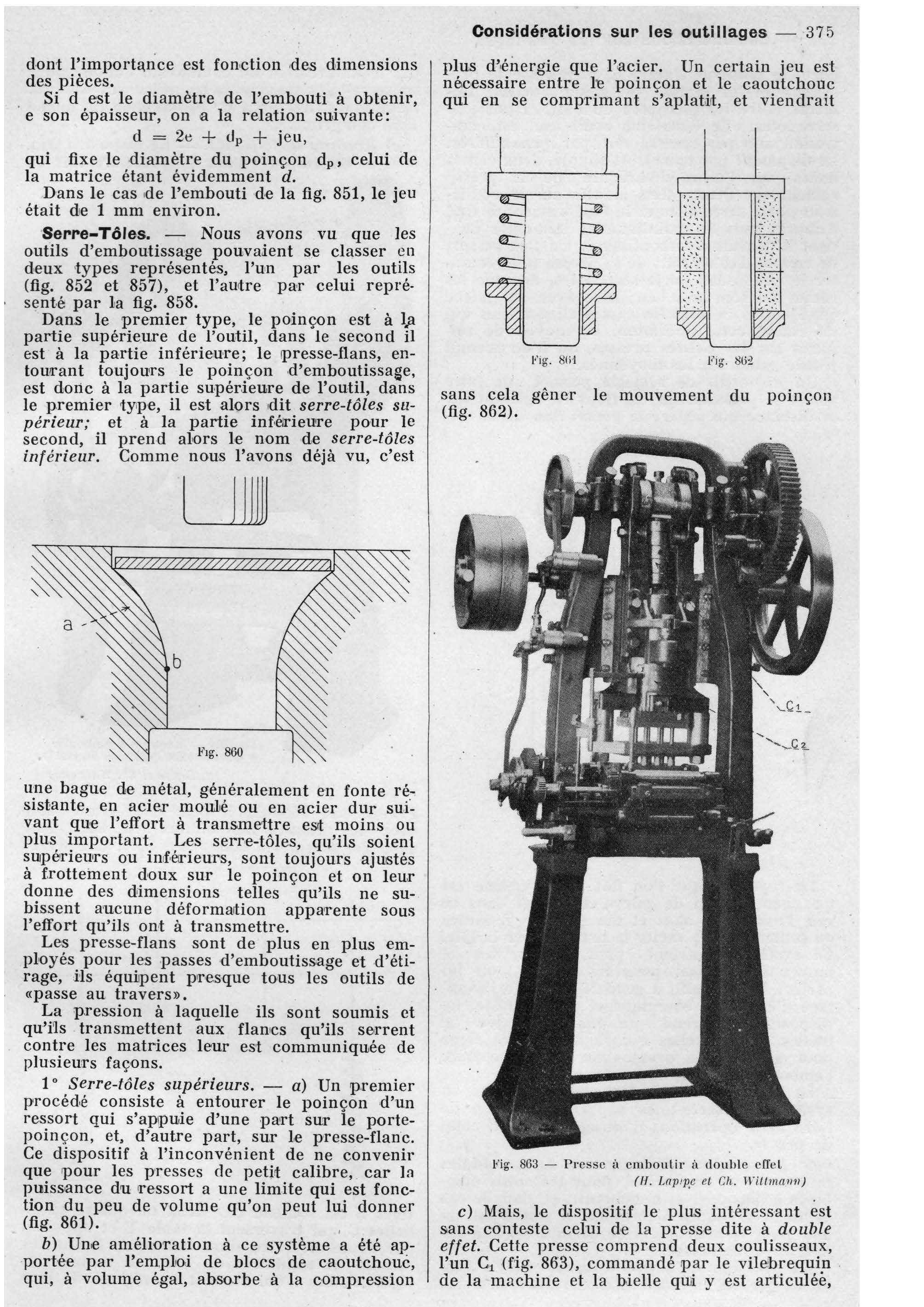
ressort qui s'apipuie d'une pa
