
tension. Avec ce dispositif la pression dn
serre-Han sur celui-ci croît pendant l’em1boutissage
en même temps que la flèche des Tessorts.
Cette particulaTibé est intéressante,
puisque nous savons que les plis ont surtout
tenidance à se former à la fin de la passe, lorsque
les fibres circulaires SllJPportent la compression
maximum. Mais il a aussi l’inconvén>
ient d’être la cause de déchirures fréquentes
d·es emboutis, lorsque le réglage est déf.ectueux.
Ces dispositifs convienent pour les presses
de 80 à 100 tonnes.
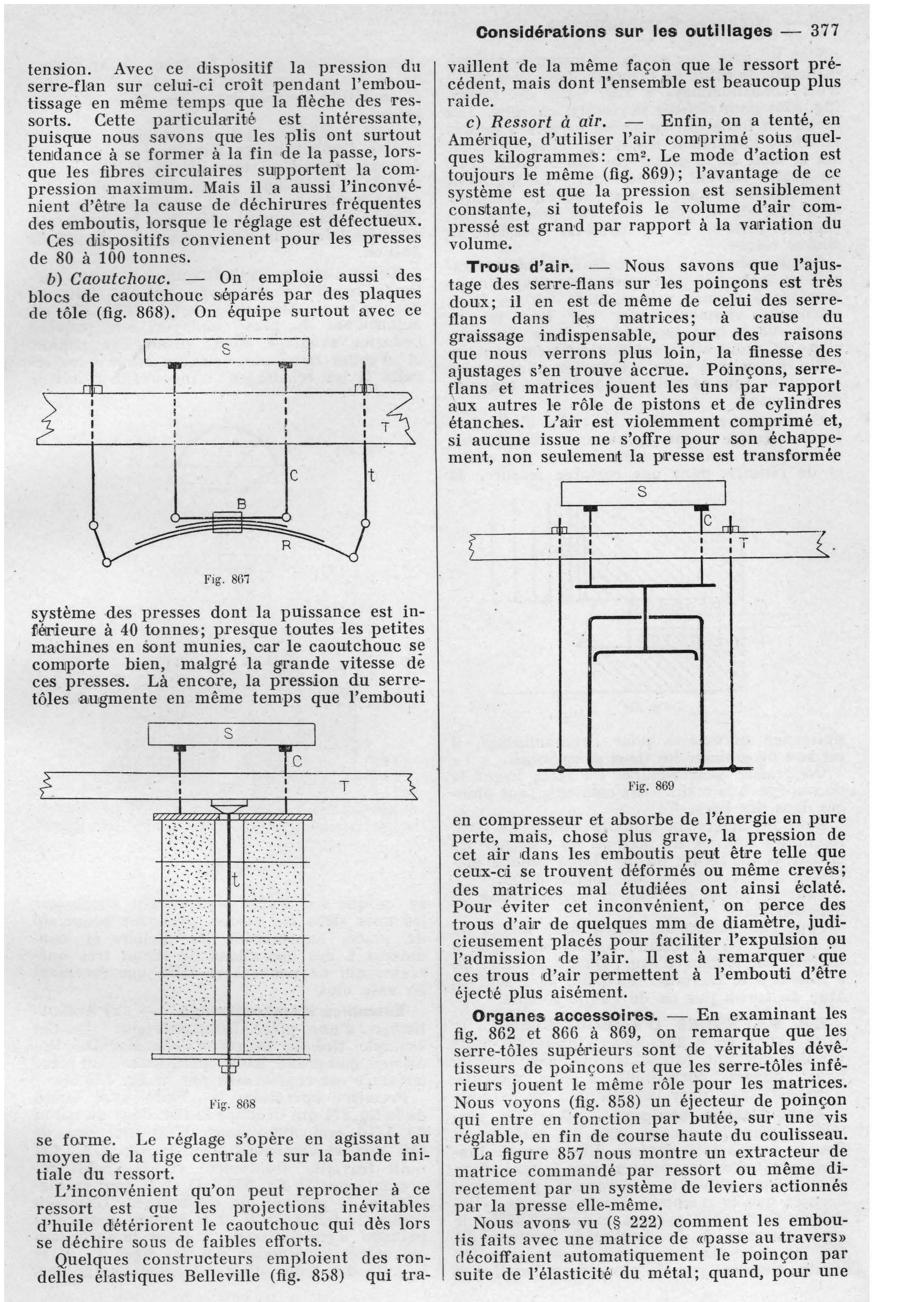
b) Caoutchouc. – On emploie aussi · des
blocs de caoutchouc ~éparés par des plaques
de tôle (fig. 868). On équipe surtout avec ce
~- —–, s 1
r—-‘-‘l’–‘—~—l~–_-_-_.—- ::r_–J _~ .,._._-_,
c t
B
Fig. 867
système ·des presses dont la puissance est inflarneure
à 40 tonnes·; presque toutes les petites
machin·es en 8ont munies, car le caoutchouc se
comporte bien, malgré la grande vitesse dê
ces pr.esses. Là encore, la pression du s.errctôles
•augmente en même temps que l’emibouti
s
c
T
Fig. 868
se forme. Le réglage s’opère en agissant au
moyen die la tige centrale t sur la bande initiale
du ressort.
L’inconvénient qu’on peut reprocher à ce
ressort est que les projections inévitables
d’huile diétériorent le caoutchouc qui dès lors
se d·échire sous de faibles efforts.
Quelques constructeurs emploient des rondelles
élastiques Belleville (fig. 858) qui tra-
Considérations sur les outillages – 377
vaillent de la même façon que le ressort précédent,
mais dont l’ensemble est beaucoup plus
raide.
c) Ressort à air. Enfin, on a tenté; en
Amérique, d’utiliser l’air comprimé sous quelques
kilogrammes: cm2 • Le mode d’action est
toujours le même (fig. 869); l’avantage de ce
système est que la pression est sensiblement
consrtante, si toutefois le volume d’air compressé
est grand par rapport à la vairiation du
volume.
Tro•us d’air. – Nous savons que l’ajustage
des ser.re-flans sur les poinçons est très
doux; il en est de même de celui des serreflan
s dans l·es matrices; à cause du
graissage indispensable, pour des raisons
que nous verrons plus loin, la finesse des
ajustages s’en trouve àccrue. Poinçons, serreflans
et matrices jouent les uns par rapport
aux autres le rôle de pistons et de cylindres
étanches. L’aiT est violemment comprimé et,
si aucune issue ne s’offre pour son échappement,
non seulemenrt la pOE”esse est transformée
s 1
..J… T Tc .L s 1 1 1 1 ~ { ‘ 1 ‘ 1 1 1
11 1
Fig. 869
en compresseur et absorbe de l’énergie en pure
perte, mais, chose plus grave, la pr~ssion de
cet air dans les emboutis peut être telle que
ceux-ai se trouvent déformés ou même crevés;
des matrices mal étudiées ont ainsi é’claté.
Pour .éviter cet inconvénient, · on perce des
trous d’aiir de quelques mm de diamètre, judicieusement
placés pour faciliter l’expulsion 9u
l’admission 1de l’air. Il est à remarquer que
ces trous d’air permettent à l’embouti d’être .
éject>é plus aisément.
Organes accessoires. – En examinant les
fig. 862 et 866 à 869, on remarque que les
serre-tôles supérieurs sont de véritables dévêtisseurs
de poinçons et que les serre-tôles inférieurs
jouent le même rôle pour les matrices.
Nous voyons (fig. 858) un éjecteur de poinçon
qui entre en fonction par butée, sur une vis
réglable, en fin de course haute du coulisseau.
La figure 857 nous montre un extracteur de
matrice commandé par ressort ou même directement
par un système de leviers actionnés
par la presse elle-même.
Nous avons vu (§ 222) comment les emboutis
faits avec une matrice de «passe au travers»
décoiffaient automatiquement le poinçon par
suite de l’élasticih’! du métal; quand, pour une
