
raison ou po·ur une •autre, on éprouve quelque
difficulté, il suffit de dispose~ dans la matriçe
trois «bonshommes» à 120° l’un de l’autre
(fig. 870) pour obtenir le résultat cherché. Les
pièces en fonte qui reçoivent certaines petites
matrices s’appellent enclumes, elles se fixent
sur la table de la presse par des oreilles, deux
ou quatr.e suivant l’importance. Le logement
qui reçoit la matrice est souvent conique
(1 .à 2°), et, de plus, d.es vis pointeau empêchent
celle-ci de se soulever pendant la
course retour.
Sur les presses à bâti inc1iné, il est intéressant
de fraiser la partie avant du drageoir, de
manière à former une goulotte où les fi.ans
introduits viennent buter par leur propre
poids sur la face postérieu~e de ce drageoir,
et se trouvent ainsi automatiquement centrés.
Cette disposition évite à l’ouvrier d’introduire
ses mains sous le poinçon, opération toujours
dangereuse.
Graissage des outils. – Afin d’effectuer
l’emboutissage dans de bonnes conditions,
d’avoir une meilleure conservation des outils
et de réduire, dans une certaine mesure, la
Fig. 870
puissance nécessaire .pour l’emboutissage, il
est bon de graisser les flans et embo’Utis.
On graisse généralement les flans avant le
découpage, à la main. Les emboutis sont plongés
dans des bacs.
Pour les •aciers on emploie l’huile de lard,
les huiles louirdes de mazout, un mélange de
graisse et de céruse ou de l’huile soluble mé~
langée ·avec 7 à 8 fois son volume d’eau.
Pour le laiton, d·e l’eau de savon donne de
bons résUJltats.
Pour !’·aluminium on utilise avec succès de
la vaseline ou de l’huile soluble mélangée à
10 fois son volume d’eau. Quant au zinc, on
a intérêt à le travailler à ·chaud, 50 à 200° C,
avec du savon pur ou de l’hu:ile soluble.
224. METHODES D’EMBOUTISSAGE. –
Nous avons vu § 222, deux formes d’outils
simples que l’on utilise surtout avec presseflans;
chacun corres·pond à une méthode
d’emboutissage, pour laquelle il a été ex.éculé.
Emboutissage oonlque. – C’est la plus
vieille méthode connue, elle est utilisée en
Franèe depuis 1850 envil’on. Elle pr•ésent.e l’inoonvénient
d~ exiger, pour arriver à l’exécution
d’un même embouti, des passes plus nombreuses
que la méthode d’en_i:bout.issage c;ylindrique
dont nous parlons ci-apres. Mais, le
gros avantage de l’emboutissage conique !!St
que les emboutis s’emboîtent les uns, da~s les
autres, tiennent peu die place dans l atelier et
permettent de ~rosses fournées de rccuisson
en vase clos, condition qui réduit l’oxydation
et contribue à ·avoir des pièces finies d’un bel
aspect.
Cette méthode, qui a l’avantage de permettre
l’emboutissage simultané de 2, 3 ou.
4 flans; quand on travaille de la tôle extrar!
ouce de 8/10 mm au maximum, n’est plus
guère employée. Il faut, toutefois, dans ce
dernier cas, pouvoir décoUer les emboutis
pour les fa.ire passer un par un dans l’outil de
finition.
Embout.iissage oylindriq·ue. – Cette méthode
•résulte d’essais qui ont été faits en
France et en Allemagne depuis 1875, elle est
aujourd’hui la plus employée, elle procure
l’énorme avantage d’une production rapide,
el d’éviter dans une certaine mesme les recuits
et les rebattages. L’inconvénient réside
/(:S_}
‘ ‘
‘ ‘ __ _____ ___ ____ __ _ .,..
88 eriviron
1
: 1
E
Fig. 87i
en ·C·e que les pièces ne peuvent s’emboîter
les unes dans les autres, prennent beaucoup
de place, ·encombrent les ateli~rs e.t co~duisent
à des opérations de rec111t tres onereuses
qui ne peuvent se faire que rarement
en vase clos.
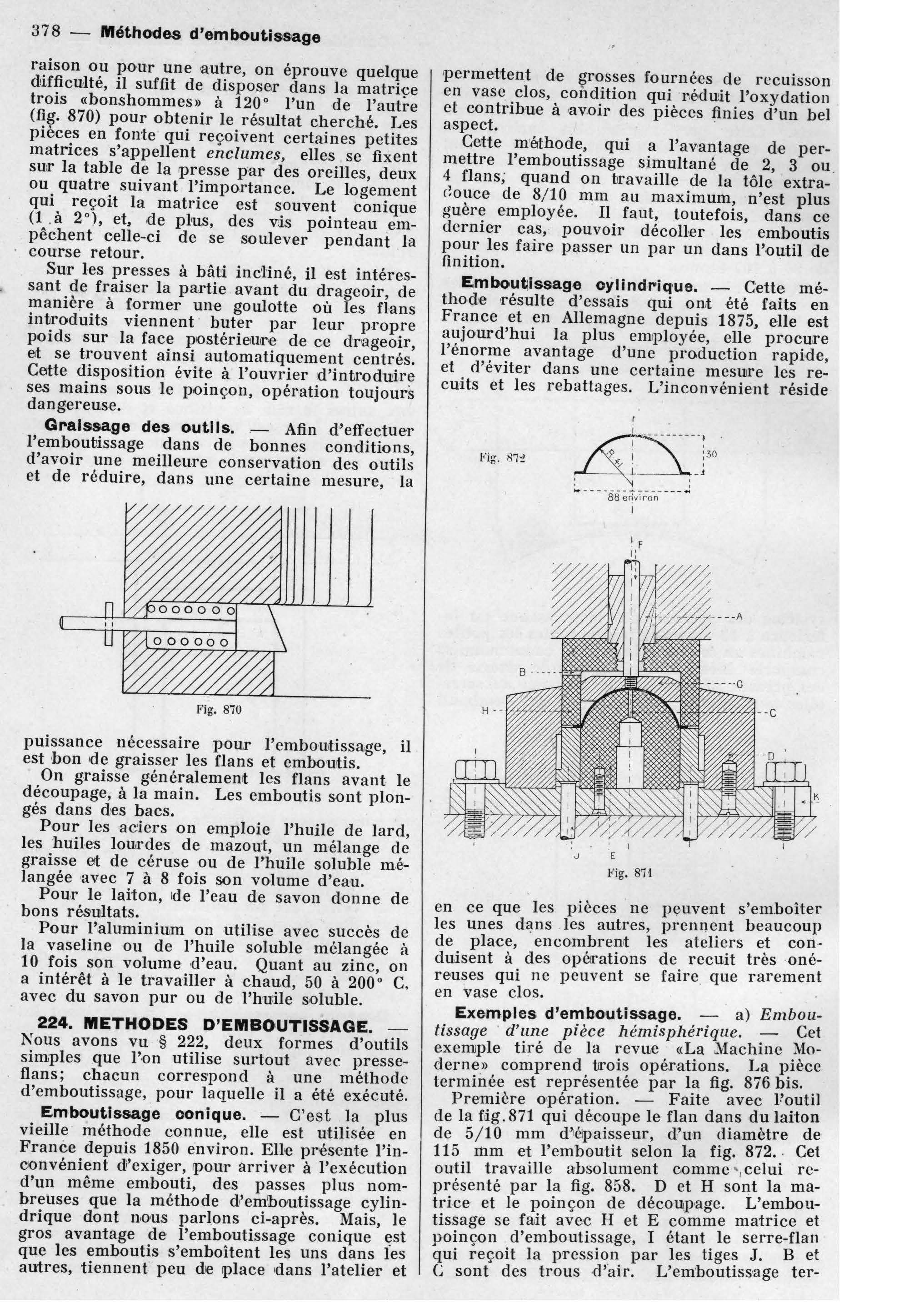
Exemples d’emboutissage. – a) Emboutissage
· d’une pièce hémisphérique. ;– Cet
exemple tiré de la revue . «L:a Maclune .~oderne
» comprend trois operat10ns. La piece
terminée est représentée par la fig. 876 bis.
Première 01pération. – Faite avec r~util
de la füg . 871 qui découpe le flan da~s du laiton
de 5/ 10 mm d~élpaisseur, d’un diamètre de
115 rnm .et l’emboutit selon la fig. 872. · Cet
outil travaille absolument oomme •, celui représenté
par la fig. 858. D et H sont la matrice
et le poin çon de décoUipage. L’e1?boutissage
se fait avec H et E comme matrice et
poinçon d’emboutis.sage, 1 étant. le serre-flan
qui reçoit la press10n. par les hge~ J. B et
C sont des trous d’arr. L’emboutissage ter
