
miné I fonctionne en devêtisseur et G en
éjectellil’ commandé par la tige F.
K esit l’enclume qui fixe l’ensemble de l’outil
à la table de la presse, la partie mobile
étant 1relioée au coulisseau par le porte-poinçon
A.
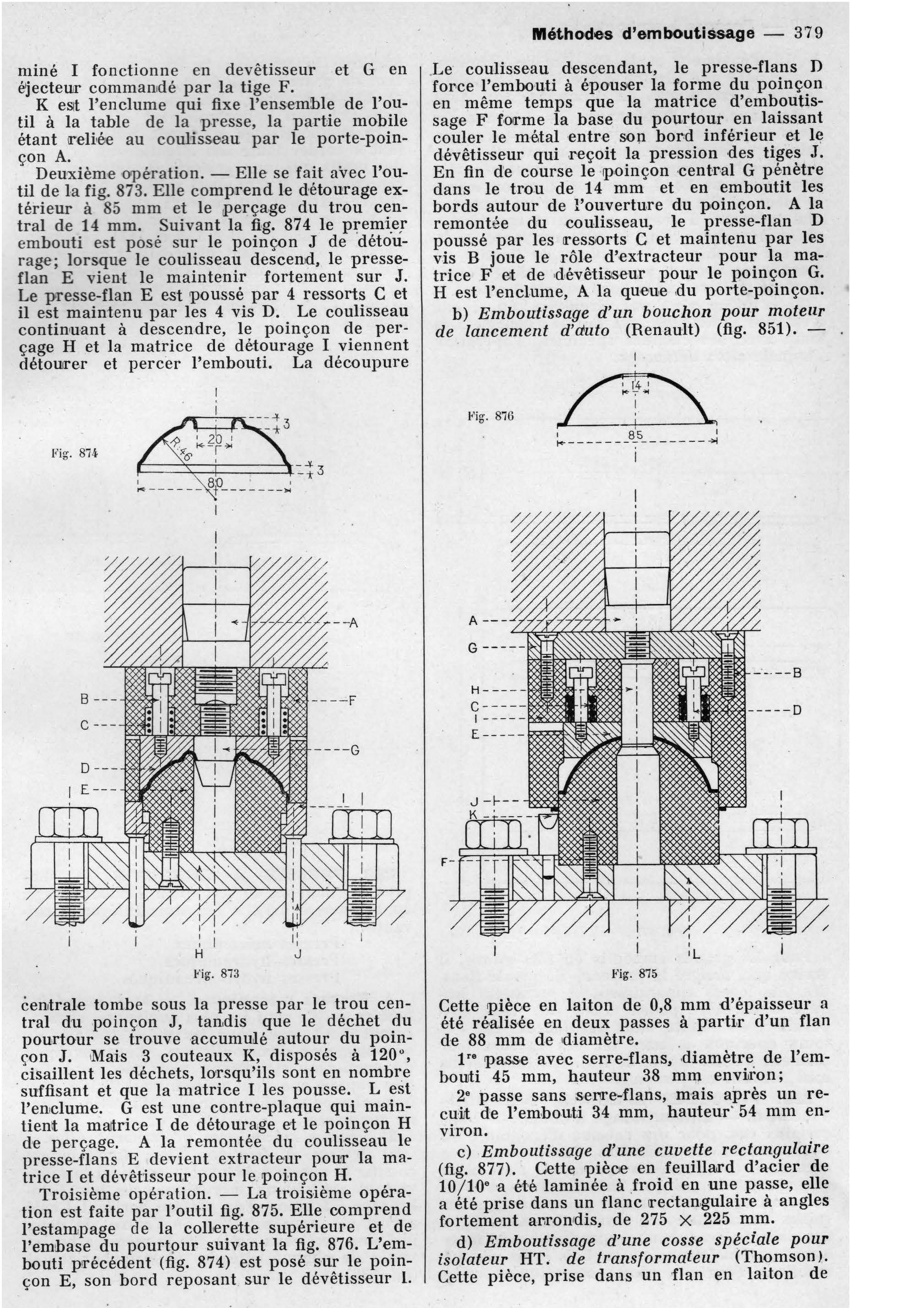
Deuxième O’pération. – Elle se fait avec l’outil
de la fig. 873. Elle comprend le d·étourage extérieur
à 85 mm et le perçage du trou central
de 14 mm. Suivant la fig. 874 le premi.er
embouti est posé sur le poinçon J de détourage;
lorsque le coulisseau descend, le presseflan
E vient le maintenir fortement sur J.
Le presse-flan E est poussé par 4 ressorts C et
il est maintenu par les 4 vis D. Le coulisseau
continuant à descendre, le poinçon de perçage
H et la matrice de détourage I viennent
détoUJrer et percer }’embouti. La découpure
Fig. 814
H
Vig. 813
centrale tombe sous la presse par le trou central
du poinçon J, tandis que le déchet du
pourtour se trouve accumuJé autour du poinçon
J. Mais 3 couteaux K, disposés à 120 °,
cisaillent les déchets, loTsqu’ils sont en nombre
. suffisant et que la matrice I les pousse. L est
l’enclume. G est une contre-plaque qui maintient
la maJtrice I de détourage et le poinçon H
de perçage. A la remontée du coulisseau le
presse-flans E devient extracteur pouT la matrice
I et dévêtisseur pour le poinçon H.
Troisième opération. – La trois·ième opération
est faite par l’outil fig. 875. Elle comprend
l’estampage de la coUerette supérieure et de
l’emtbase du pourtpur suivant la fig. 876. L’embouti
prrécédent (fig. 874) est posé sur le poinçon
E, son bord reposant sur le dévêtisseur l.
Méthodes d’emboutissage – 379
.Le coulisseau desc.endant, le presse-flans D
force l’embouti à épouser la forme du poinçon
en même temps que la matrice d’emboutissage
F forme la base du pourtour en laissant
couler le métal ·entre SO!l bor:d inférieur et le
dévêtisseur qui reçoit la pression des tiges .T.
En fin d’e course le ·poinçon ·cent-ra! G pénètre
dans le trou de 14 mm et en emboutit les
bords autour de l’ouverture du poinçon. A la
remontée du coulisseau, le presse-flan D
poussé par les rressorts C et maintenu par les
vis B joue le rôle d’extracteur pour la matrice
F et de dévêtiS>Seur pour le poinçon G.
H est l’enclume, A la queue du porte-poinçon.
b) Emboutissage d’un bouchon pour moteur
de lancement d’auto (Renault) (fig. 851). –
Fig. 816 LD 1 85 1
~—————~ i
Vig. 875
Cette pièce en laiton de 0,8 mm d’épaisseur a
été ré·alis·ée en deux passes à parUr d’un flan
de 88 mm de diamètre.
1′” passe avec serre-flans, diamètre de l’emboUJti
45 mm, hauteur 38 mm enviiion;
2• passe sans serire-flans, mais après un recuiJt
de l’embouti 34 mm, hauteur· 54 mm environ.
c) Emboutissage d’une cuvette rectangulaire
(fig. 877). Cette pièoe en feuillard d’acier de
10/lü• a été laminée à froid en une passe, elle
a été prise dans un flanc rrectan.gulaire à angles
fortement arrondis, de 275 X 225 mm.
d) Emboutissage d’une cosse spéciale pour
isolateur HT. de transformateur (Thomson).
Cette pièce, prise dans un flan en laiton de
