
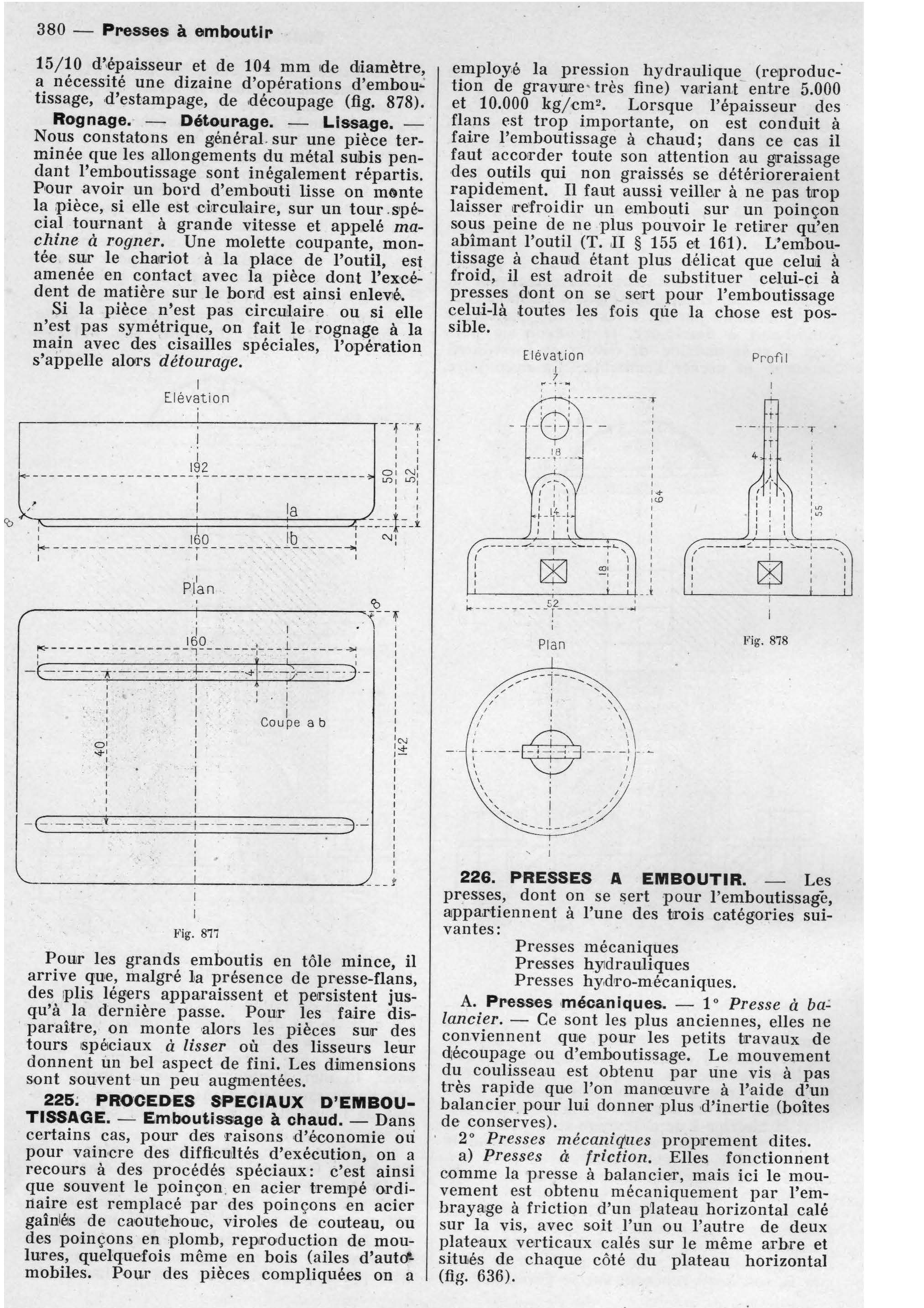
15/10 d’.épaisseur et de 104 mm de diamètre,
a nécessité une dizaine d’opérations d’embou.:
tissage, d’est·ampage, de découpage (fig. 878).
Rognage. – Détourage. – Lissage. –
Nous constatons en général. sur une pièce terminée
que les alLongements du métal subis pendant
l’emboutissage sont inégalement répartis.
Pour avoir un bol’d d’embouti lisse on m~nte
la pièce, si elle est c.iircul1aire, sur un tour . s1pé~
cial tournant à grande vitesse et appelé machine
à rogner. Une molette coupante, montée
sur le chariot à la place de l’outil, est
amenée en contact avec la pièce dont l’ex-c-é~ ·
dent de matière sur le bord est ainsi enlev1é.
Si la pièce n’est pas circll!laire ou si elle
n’est pas symétrique, on fait le rognage à la
main avec des cisailles spéciales, l’opér·ation
s’appelle alars détourage.
1
Elévation
1
— – —- ——— –~~~— ———– —- • 1
–f–f
1
1 1
1 1
1 1
0 1 Ni
lf) 1 Ll)l
1 1
1 ‘ ,’ la , ,
‘b –=–=—-i:-~
. : . 160 fb : N:
I+- – – – – – —- ——-· – – — — ———-..
1 1 1
P/an
i 1
. —:il’e-
– – – – – – – — – —- _ J ~9- – – – –:- – -+- —–~
-t1 – -·–T-·-·—+-‘ —~i-‘ -·-: +·- – ·;)1 —
: . 1 1 • ,· •
1 ‘ 1 •
: ! Cou~e ab
: 1
QI
~I
1
1
1 • i
– (—- –*- ·–·-·-t— ————3 ·…’.
1
1
1
1
1
1
1
1
1
1
1
1
1
‘N
,’~
1
1
1
1
1
J
J
1
J
1
1
1
1
1
‘———-‘———~— -!
Vig. 817
Pour les grands emboutis en tôle mince, il
arrive que, malgI’é 1a présence de presse-flans,
des 1plis légers apparaissent et peirsistent jusqu’à
la dernière passe. Pour les faire disparaitre,
on monte •al.ors les pièces srur des
tours 1spé1ciaux à lisser où des lisseurs leur
donnent un bel aspect de fini. Les diimensions
sont souvent un peu augmentées.
225; PROCEDES SPECIAUX D’EMBOUTISSAGE.
– Emboutissage à chaud. – Dans
certains cas, pour des raisons d’économie ou
pour vaincre des difficultés d’exécution, on a
recours à des procédés spéciaux: c’est ainsi
que souvent le poinçon. en acier trempé C»’dinaire
est remplacé par des poinçons en acier
gaînléis de caoutieh!ouc, virolies de couteau, ou
des poinçons en plomb, reproduction de moulures,
quelquefois même en bois (ailes d’aut~
mobiles. Pour des pièces compliquées on a
employ1é la pression hydraulique (reproduc-·
tion de gravme· très fine) vairian.t entre 5.000
et 10.000 kg/cm2• Lorsque l’épaisseur des
flans est trop importante, on est conduit à
faire l’emboutissage à chaud; dans ce cas il
faut accoirder toute son attention au giraissage
des outils qui non graissés se détérioreraient
rapidement. Il faut aussi veille.r à ne pas tirop
laisser 1re’froidir un embouti sur un poinçon
sous peine de ne ·plus pouvoir le retilfer qu’en
abîmant l’outil (T. H § 155 eit 161). L’emboutissage
à chaUid étant plus délicat que celUJi à
froid, il est adroit de substituer celui-ci à
presses dont on se seirt pour l’emboutissage
celui-là .toutes les fois que la chose est possible.
Elé va tion
$ – ‘ – – –
··–‘P – –
/—- – _…_ — r–‘!:– –;- …. ‘
, …
“”
: f”VI ro: r : ~ -: : :
,_,_ __ _,.–~~-+ – .1
;,._ ____ — – – – _!2- — – —_ _;
Plan
Profil
T · — T
T
Fig. 878
226. PRESSES A EMBOUTIR. Les
presses, dont on se sert pour l’emboutissage,
appartiennent à l’une des tirois catégories suivantes:
Presses mécaniques
Presses hyidrauliques
Presses hydiro-mécaniques.
A. Presses mécaniques. – 1° Presse à ba;
lancier. – Ce sont les plus anciennes, elles ne
conviennent que pour les petits tiravaux de
d;écoupage -ou d’emboutissage. Le mouvement
du coulisseau est obtenu par une vis à pas
très rapide que l’on manoeuv1re à l’aide d’un
balancier. pour lui donner plus ·d’inertie (boîtes
de conserves).
2° Presses mécaniques propll’ement dites.
a) Presses à friction. Elles fonctionnent
comme la presse à balancier, mais ici le mouvement
est obtenu mécaniquement par l’embrayage
à friction d’un p1ateau horizontal calé
sur la vis, avec s.oit l’un ou l’autre de deux
plafoaux verticaux calés sur le même arbre et
situés de chaque côté du plateau horizontal
(fig. 636).
