
Essieux et roues
lation du levier étant fixé rigidement au châssis
de la locomotive (Ex.: fig. 1124 et 1125).
Les essieux supporteront des charges constantes
en rapport avec celui des bras du balancier,
la charge la plus forte correspondant au bras
de levier le plus petit. Le poids total qui
charge les deux essieux se partage ainsi toujours
entre eux dans le rapport des bras de
levier. La modification du serrage des ressorts
fait varier simplement la hauteur du châssis.
On dispose aussi quelquefois des balanciers
transversaux à bras égaux, permettant de
charger également les deux côtés d’un même
essieu.
278. ESSIEUX ET ROUES. – On distingue
les essieux porteurs et les essieux moteurs; les
premiers servent simplement de support, les
seconds sont attaqués par les bielles motrices
et déterminent par leur rotation l’avancement
de la locomotive.
Essieux porteurs. – Ce sont des arbres en
aciers cylindriques ou biconiques munis de
deux portées de calage pour les roues et de
deux tourillons d’extrémité ou fusées tournant
dans les coussinets des boîtes à huile.
En raison des chocs qu’ils subissent, ces
essieux ne doivent jamais présenter de changements
brusques de section.
Essieux moteurs. – Dans le cas de locomotives
à deux cylindres intérieurs, les essieux
moteurs sont droits et les manivelles
motrices sont calées à 90° l’une de l’autre.
Dans la plupart des cas, un certain nombre
d’essieux sont coudés et, par suite, leur
fabrication est délicate et doit être très soignée
en raison de leur fatigue excessive: ils
travaillent à la flexion et à la torsion et sont
!>Oumis à des chocs répétés. On emploie toujours
de l’acier doux de première qualité ou
des aciers spéciaux à 5% de nickel. Le tourillon
où s’articule la bielle motrice relie
®.
‘
– –
Vig. 112J
c 1:10
Fig. lHH
deux coudes et l’ensemble est venu de forge
avec le corps droit de l’essieu. C’est à la partie
du raccordement du tou.rillon et des coudes
que se produisent les fissures, après un
excès de fatigue du métal. Les coudes rectangulaires
ont . ëté remplacés par des p1eces
elliptiques entourées de frettes en acier poi.
écs à chaud pour retenir les tronçons des
coudes en cas de rupture.
L’ingénieur anglais NoRDSDELL donne une
forme circuI.alre aux coudes qui, étant plus
larges, peuvent être plus minces et laissent
ainsi plus de place pour les excentriques.
M. FnEMONT a été conduit à évider les coudes
circulaires (fig. 1t29), qui travaillent ainsi
d’une façon plus uniforme et sur le pourtour,
là où le métal est le plus sain.
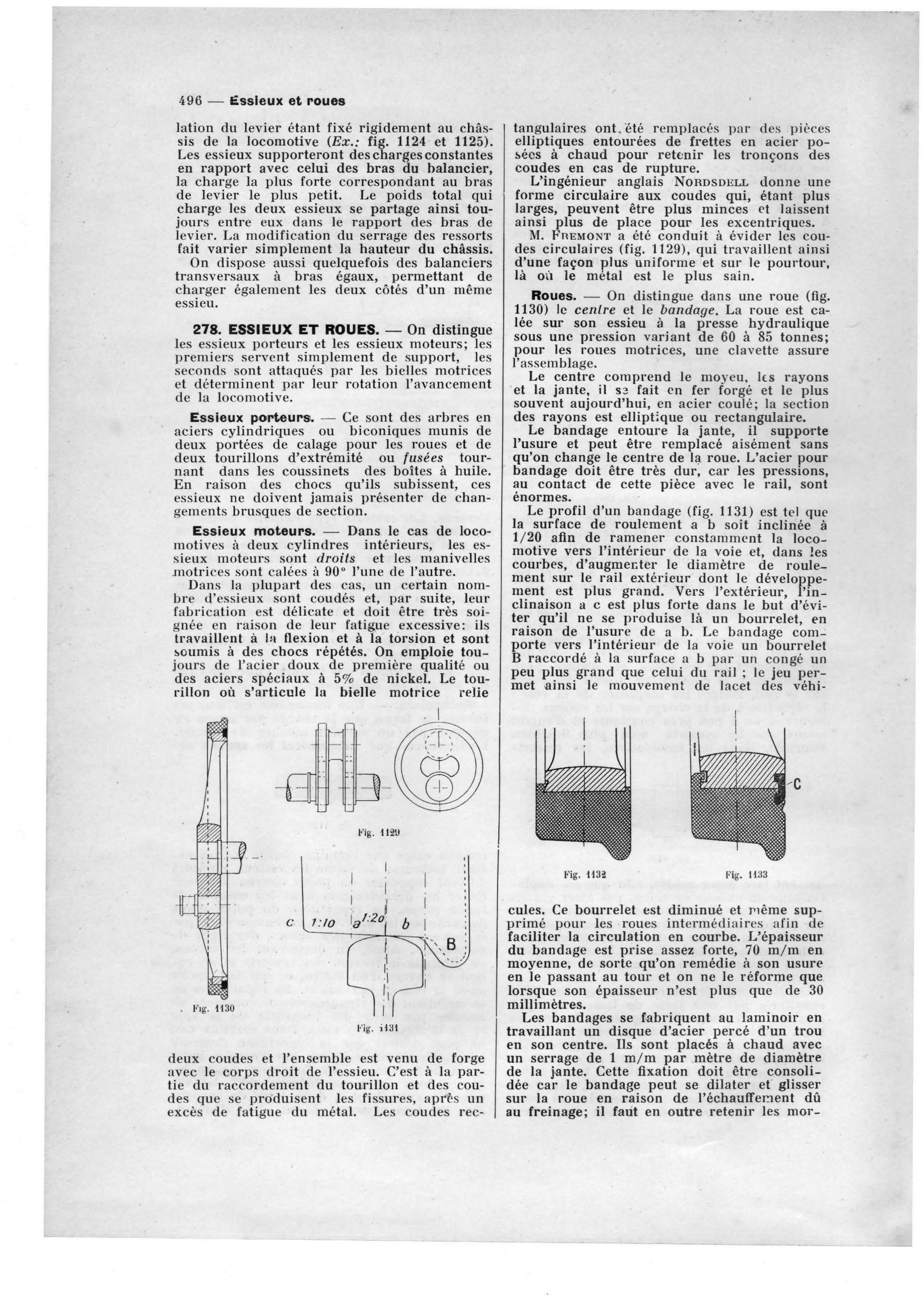
Roues. – On distingue dans une roue (fig.
1130) le centre et le bandage. La roue est calée
sur son essieu à la presse hydraulique
sous une pression variant de 60 à 85 tonnes;
pour les roues motrices, une clavette assure
l’assemblage.
Le centre comprend le moyeu. les rayons
et la jante, il s~ fait en fer forgé et le plus
souvent aujourd’hui, en acier coulé; la section
des rayons est ellipt;que ou rectangulaire.
Le bandage entoure la jante, il supporte
l’usure et peut être remplacé aisément sans
qu’on change le centre de l:J. roue. L’acier pour
bandage doit être très dur, car les pressions,
au contact de cette pièce avec le rail, sont
énormes.
Le profil d’un bandage (fig. 1131) est tel que
la surface de roulement a b soit inclinée à
1/20 afin de ramener constamment la locomotive
vers l’intérieur de la voie et, dans !es
courbes, d’augmer:ter le diamètre de roulement
sur le rail extérieur dont le développement
est plus grand. Vers l’extérieur, l’inclinaison
a c est plus forte dans le but d’éviter
qu’il ne se produise là un bourrelet, en
raison de l’usure de a b. Le bandage comporte
vers l’intérieur de la voie un bourrelet
B raccordé à la surface a b par un congé un
peu plus grand que celui du rail ; le jeu permet
.ainsi le mouvem€’nt de lacet des véhi-
~’ig. Hal Fig. H33
cules. Ce bourrelet est diminué et P1ême supprimé
pour les roues intermédiaires afin de
faciliter la circulation en courbe. L’épaisseur
du bandage est prise assez forte, 70 m/m en
moyenne, de sorte qu’on remédie à son usure
en le passant au tour et on ne le réforme que
lorsque son épaisseur n’est plus que de 30
millimètres.
Les bandages se f.abriquent au laminoir en
travaillant un disque d’acier percé d’un trou
en son centre. Ils sont placés à chaud avec
un serrage de 1 m/m par mètre de diamètre
de la }ante. Cette fixation doit être consolidée
car le bandage peut se dilater et glisser
sur la roue en raison de l’échauffer~ent dû
au freinage; il faut en outre retenir les mor
