
sion des deux pièces à souder, avec une puissance
trop grande, on risque d’ailleurs d’abîmer
le métal.
Ce procédé est cependant utilisé notamment
au bouchage des soufflures et des trous dans .
les pièces d’acier. On remplit le trou de petits
morceaux de métal et on les fond en promenant
l’arc sur ces pièces. On emplit ainsi le trou
à boucher d’un bain de métal liquid:e qui se
soude bien aux parois si on le maintifnt assez
longtemps à température convenable.’ Ce système
est employé dans un grand nombre de
fonderies d’acier.
Le procédé deSLAVIANOF(1891)qui est également
utilisé dans le même but que le précédent,
consiste à remplacer la baguette de char- ·
bon par une baguette de fer qui fond et forme
d’oxyde de fer, qui rendent également la partie
soudée difficile à usiner.
Ces procédés ne fonctionnent pratiquement
qu’avec du courant continu, encore faut-il
une grande habileté pour obtenir un bon travail.
La longueur de l’arc, c’est-à-dire la distance
entre la pointe de l’électrode · et la pièce
doit être maintenue sensiblement . constante,
pendant qu’on déplace l’électrode qui s’use,
de sorte qu’il faut un tour de main assez
délicat, particulièrement avec l’électrode de
fer, pour maintenir l’arc régulier tout en se
rapprochant pour compenser l’usure.
Les ouvriers qui travaillent avec cés procédés
doivent être munis de gants et de masque
‘.lvec des verres foncés. La lumière émise
par l’arc au fer est très brillante, et surtout
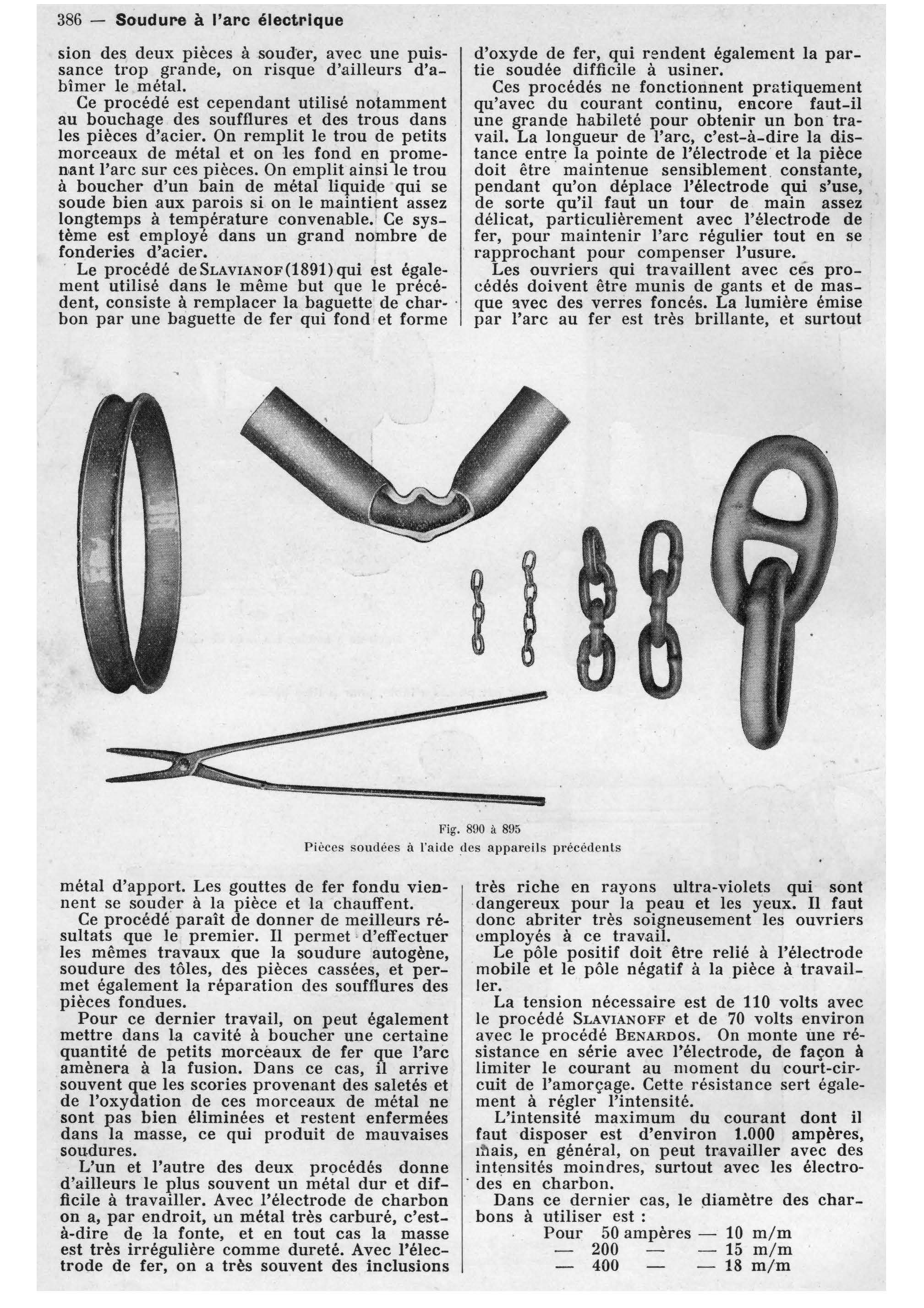
Fig. 890 à 895
Pièces soudées il l’aide des appare ils précédents
métal d’apport. Les gouttes de fer fondu viennent
se souder à la pièce et la chauffent.
Ce procédé paraît de donner de meilleurs résultats
que le premier. Il permet • d’effectuer
les mêmes travaux que la soudure autogène,
soudure des tôles, des pièces cassées, et permet
également la réparation des soufflures des
pièces fondues.
Pour ce dernier travail, on peut également
mettre dans la cavité à boucher une certaine
quantité de petits morceaux de fer que l’arc
amènera à la fusion. Dans ce cas, il arrive
souvent que les scories provenant des saletés et
de l’oxydation de ces morceaux de métal ne
sont pas bien éliminées et restent enfermées
dans la masse, ce qui produit de mauvaises
soudures.
L’un et l’autre des deux procédés donne
d’ailleurs le plus souvent un métal dur et difficile
à travailler. Avec l’électrode de charbon
on a, par endroit, un métal très carburé, c’està-
dire de la fonte, et en tout cas la masse
est très irrégulière comme dureté. Avec l’électrode
de fer, on a très souvent des inclusions
très riche en rayons ultra-violets qui sont
·dangereux pour la peau et les yeux. Il faut
donc abriter très soigneusement les ouvriers
employés à ce travail.
Le pôle positif doit être relié à l’électrode
mobile et le pôle négatif à la pièce à travailler.
La tension nécessaire est de 110 volts avec
le procédé SLAVIANOFF et de 70 volts environ
avec le procédé BENARDOS. On monte une résistance
en série avec l’électrode, de façon à
limiter le courant au moment du court-circuit
de l’amorçage. Cette résistance sert également
à régler l’intensité.
L’intensité maximum du courant dont il
faut disposer est d’environ 1.000 ampères,
1ti ais, en général, on peut travailler avec des
intensités moindres, surtout avec les électro-
. des en charbon.
Dans ce dernier cas, le ~iamètre des charbons
à utiliser est :
Pour 50 ampères – 10 m/m
200 15 m/m
400 – 18 m/m
