
1. – Entretoises
Le coefficient de sécurité à adopter ne
pour.ra être inf.érieur à 7.
J. – Boulons
Le coefficient de sécurité à adopter ne
pourra être inférieur à 10. Les résultats trouvés
-par les formules et coefficients ci-dessus
devront être arrondis au millimètre supérieur.
Les épaisseurs des éléments des chaudièrtis
qui ne sont pas prévus ci-dessus seront fixées
par le constructeur, sous sa responsabilité; ces
éléments ne devront subir aucune déformation
permanente pendant l’épreuve réglementaire.
Aucun élément d’une chaudière à vapeur ne
pourra avoir une épaisseur inférieure à 7 millimètres,
à l’exception des tubes d’un diamètre
Ltérieur ne dépassant pas 200 millimètres.
Bruxelles, le 30 mars 1919.
Le Ministre de l’industrie, du Travail
et du Ravitaillement,
J. WAUTERS.
La circulaire belge du 31 juillet 1919 donne
les instructions de détail pour I’ «Exécution de
!’Arrêté Royal du 28 mars 1919 et de !’Arrêté
Ministériel du 30 mars 1919 sur les chaudières
à vapeur.»
*
Toujours relativement à la construction des
chaudières à vapeur, nous donnons ci-après la
spécification technique pour la fourniture de
tôles en acier extra~doux élaborée par les Assoçiations
françaises de propriétaires d’appareils
à vapeur.
Spécification technique pour la
fourniture de tôles en acier extra-doux
pour chaudières à vapeur
Conditions générales
Fabrication
Toutes les tôles indistinctement, y compris
celles pour fonds emboutis, pil~aques tubulaires,
communications, etc,, d·evront être en acier
extra-doux fabriqué au four Martin, à l’exclusion
de tout métal obtenu au convertisseur.
Marques de fabrication
Chaque tôle devra porter, d’une façon nette
et indélébile, la marque du fournisseur et celle
de sa qualité, cette dernière comprernant notamment
la lettre M (indiquant I.a fabrication
au four Martin) suivie du chiffre 35 (limite inf.
érieure de résistance à la traction.).
Les Forges communiqueront à l’ Association
le numéro .de la coulée correspondarnt à chaque
tôle ainsi que sa composition chimique, l’analyse
chimique n’étant demandé-e qu’à titre de
renseignement.
Aspect extérieur
La visite de la surface d·es tôles est laissée
à la responsabilité des Forges. Toutefois,
l’agent réceptionnaire pourra rebuter toute tôle
sur laquelle il remarquerait, au cours des manipulations,
des défauts de surface ou de laminage
qu’il jugerait de nature à nuire à son
bon emploi.
Recuit
Les tôles seront livrées après voir subi un
recuit total à la volée, c’est-à-dire rapide, à la
température de 800 à 900°, correspondant au
rouge cerise.
Tolérances sur les dimensions de surface
Les Forges cons.ervent l’entière responsabilité
du traçage aux dimensions de la commande.
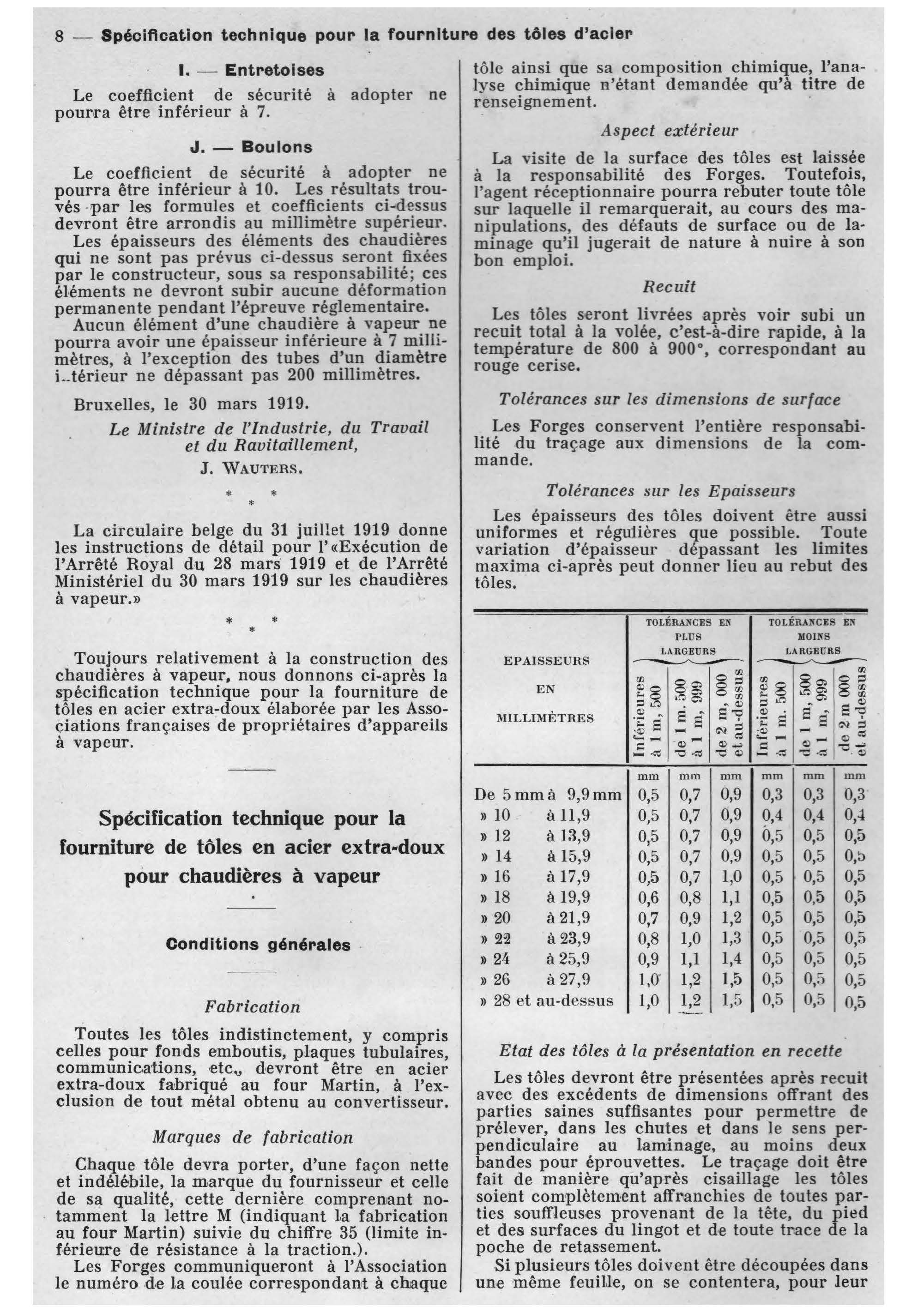
Tolérances sur les Epaisseurs
Les épaisseurs des tôles doivent être aussi
uniform-es et régulières que possible. Toute
variation d’épaisseur dépassant les limites
maxima ci-après peut donner lieu au rebut des
tôles.



