
La partie superieure de cette même portion
sera moulée sur un lit B fait de sable à mouler
et recevant une couche d’argile M qui, façonnée
par le gabarit S 2 (fig. 504) s’adapte
exa·. tement sur la partie inférieure précédemment
-fabriquée (fig. 503). Enfin, on moule
les deux parties latérales G H D B et A C E F
F’ig. 505
avec le gabarit S III (fig. 505). Elles contiennent
chacune une bride du coude et les portées
de noyaux pour les noyaux en argile fabriquées
à part, de la façon indiquée précédemment.
A pro:pos du moulage à l’argile, il est une
autre methode de moulage, la plus simple de
toutes en théorie, la plus déhcate en pratique,
dont nous allon!i dire quelques mots. Il s’agit
du moulage par pièces battues. Cette méthode
exige des ouvriers excessivement habiles,
elle est utilisée surtout pour la fonte de
pièces très com_i;>liquées: statues, pièces sculptées,
etc. qui necessiteraient des modèles ex-
1rêmement coûteux, en un nombre de pièces
considérable pour permettre le démoulage par
suite de la grande quantité d’angles rentrants.
Pour éviter ces frais· de modèles, surtout lorsque
le nombre des pièces à fondre n’est pas
très considérable, on se contente d’établir un
modèle qui est, sauf le retrait en plus, la fidèle
reproduction de la pièce, puis l’ouvrier mouleur
vient battre sur ce modèle, des petits
hlocs d’argile convenablement choisis, de façon
à prer1dre l’empreinte de tous les contours.
Ensuite il retire ces morceaux de moule après
avoir repéré le joint avec les morceaux voisins,
et réussit à reconstituer exactement « le
moule » de l’objet, en rassemblant toutes les
pièces battues sur le modèle.
– 124. MOULAGE EN MOTTES. – Le prix
d’achat assez élevé du matériel châssis usité
dans les fonderies, les frais encore plus élevés
d’entretien de ce matériel, la grande place
occupée, l’obligation de transporter les châssis
avec les moules qu’ils contiennent et pardessus
tout, les difficultés qu’on éprouve dans
beaucoup de cas à sortir les pièces une fois
refroidies du châssis dans lequel on les a
coulées, ont conduit de tout temps les fondeurs
à essayer le moulage en mottes.
On appelle mottes les moules généralement
faits dans les châssis, lesquelles mottes sont
obtenues au moyen d’un artifice quelconque
quand on a retiré le châssis une fois le moule
fini ou les deux parties du moule assemblées. –
Le moulage en mottes remis en honneur
ces temps derniers -par les Etablissements
Bonvillain et Ronceray, fabricants de matériel
de fonderie, n’est pas à vrai dire une nouveauté,
car il se pratiquait presque au début
de la fonderie, alors que l’on ne connaissait
que le moulage à la main.
On appelle démottage l’opération de sortie
du moule du châssis dans lequel il a été
fait. Le démottage primitif consistait à démonter
les quatre côtés du châssis en bois,
en enlevant les clavettes qui maintenaient l’assemblage.
Moulage à la machine – 247
Dans beaucoup de chantiers .de moulage
on emploie des châssis à charnières que l’on
ouvre une fois le moule assemblé; les avantages
de ce système de moulage sont considérables,
d’abord on n’a à transporter que
le poids du moule dans beaucoup de cas inférieur
au poids du châssis. Lors du décochage
il suffit de renverser la motte, et d’en
retirer la pièce du tas de sable.
On appelle décochage l’opération de sortir
. une pièce métallique fondue du moule
dans lequel elle a été obtenue.
125. MOULAGE A LA MACHINE. – Avec
l’accroissement des exigences de l’industrie,
surtout en ce qui concerne la fonte des machines,
il devenait extrêmement difficile d’assurer,
par le moulage à la main, à des conditions
satisfaisantes d’interchangeabilité et de
prix de revient, la fourniture en série d’articles
tels que coussinets, poulies à courroies, tuyaux,
Les premières machines à mouler, qui ne
datent guère que d’une vingtaine d’annëes,
étaient destinées à la fabrication en série d’articles
très simples, tels que barreaux de . grille
et étaient construites très sommairement. On
a beaucoup perfectionné, depuis, les machines
à mouler, et on .en construit sans cesse de nouvelles.
Nous en décrirons quelques types.
Plaques modèles. – Auparavant, nous devons
parler d’une série d’améliorations considérables
qui ont été apportées à la méthode
de moulage en châssis que nous avons décrit
plus haut, afin de faciliter le travail à la machine
3, mouler.
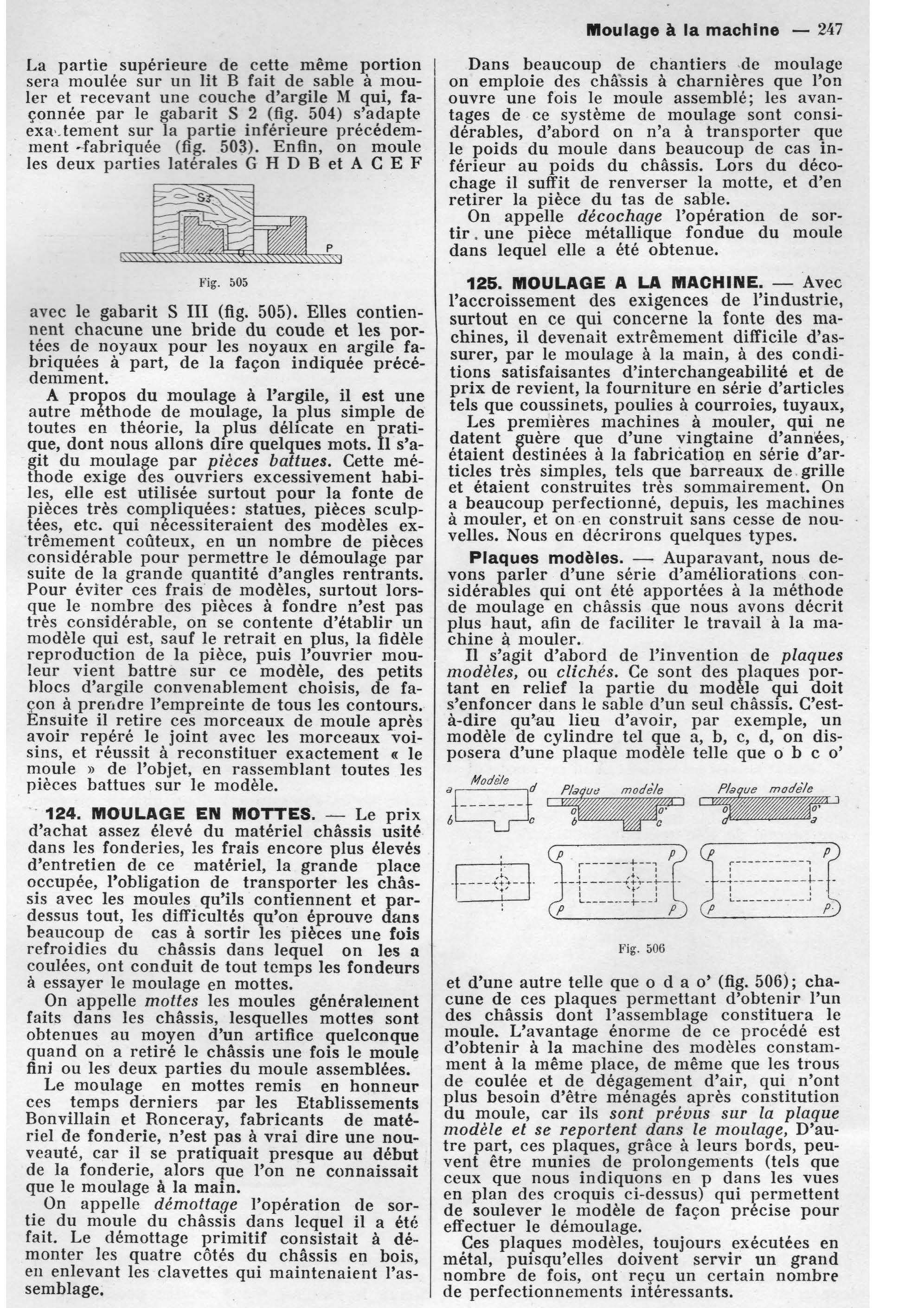
Il s’agit d’abord de l’invention de plaques
modèles, ou clichés. Ce sont des plaques portant
en relief la partie du modèle qui doit
s’enfoncer dans le sable d’un seul châssis. C’està-
dire qu’-au lieu d’avoir, par exemple, un
modèle de cylindre tel que a, b, c, d, on disposera
d’une plaque modèle telle que o b c o’
~o o·
b a
-OE’ .
‘
p . r——+–, p
‘ ‘ ‘ 1 , .. . ‘ – –1——…+t–+— ~
1 ‘•’ t
p L1 ——-t’ —” p
Fig. 506
et d’une autre telle que o d a o’ (fig. 506); chacune
de ces plaques permettant d’obtenir l’un
des châssis dont l’assemblage constituera le
moule. L’avantage énorme de ce procédé est
d’obtenir à la machine des modèles constamment
à la même place, de même que les trous
de coulée et de dégagement d’air, qui n’ont
plus besoin d’être ménagés après constitution
du moule, car ils sont prévus sur la plaque
modèle el se reportent dans le moulage, D’autre
part, ces plaques, grâce à leurs bords, peuvent
être munies de prolongements (tels que
ceux que nous indiquons en p dans les vues
en plan des croquis ci-dessus) qui permettent
de soulever le modèle de façon précise pour
effectuer Je démoulage.
Ces plaques modèles, toujours exécutées en
métal, puisqu’elles doivent servir un grand
nombre de fois, ont reçu un certain nombre
de perfectionnements intéressants.



