
le magnésium et surtout l’alumi!1-iu1!1· Les d~ux
premiers sont d’un usage ~out a fait r~strei_nt;
seul, l’aluminium a acqms une certame importance.
A la différence de~ coi:ps précédent~,
ceux-ci agissent, non plus mecaniquement, mais
par réaction chimique, leur chaleur de combustion
leur permettant de débarrasser le fer ~es
protoxydes . dissous, ce que ne peuvent faire,
ni le plomb, ni le zinc, ni l’étain.
L’aluminium est employé, soit à l’état pur,
soit sous forme de ferro-aluminium. On l’ajoute
au bain de métal à raison de 0,02 à 0,05%,
soit en le plaçant dans le fond du. creuset avant
la coulée, soit en le jetant , ensmte s1;1r l~ .fer
liquide. Les meilleures methodes. d additl~~
sont celles qui, se basant sur la faible den~It~
de l’aluminium, l’enfoncent par un procede
quelconque d:ins la ~asse de /onte PO}lr que
son action soit complete et qu 11 ne brule pas
inutilement. L’aluminium déplace les oxydes
dissous, même lorsque la fonte est déjà épaisse,
et forme un oxyde d’aluminium qui se mêle
aux scories. Grâce à cette décomposition des
protoxydes, le fer épais redevient fluide,. ce
qui semblerait faire croire que le fer devient
plus chaud, bien que les petites quantités d’aluminium
ne peuvent en brûlant élever d’une façon
appréciable la température de la masse de
1a fonte remplissant le creuset. Comme on le
comprend, cette purification de la fonte brute
par !’aluminium, n’est à employer que rorsque
1e bain de fonte est très épais, et à trop basse
température pour que la décomposition des protoxydes
dissous ne puisse être effectuée qu’en
partie par le manganèse et le silicium contenm
dans la fonte brute.
Remplissage des moules. – La fonte ayant
été ainsi épurée, avant de procéder au déversement
du creuset dans les moules, on écun’ze la
fonte, c’est-à-dire qu’à l’aide de pelles et de raclettes,
on rejette vers l’arrière du creuset les
scories qui surnagent. Sur le métal écumé, on
répand, ainsi que nous l’avons dit, du sable de
moulage pour éviter l’oxydation, et on verse la
fonte dans les moules, en ayant bien soin de retenir
grâce à une lame de fer, la pellicule
fluid~ que forme le sable, pour qu’aucune parcelle
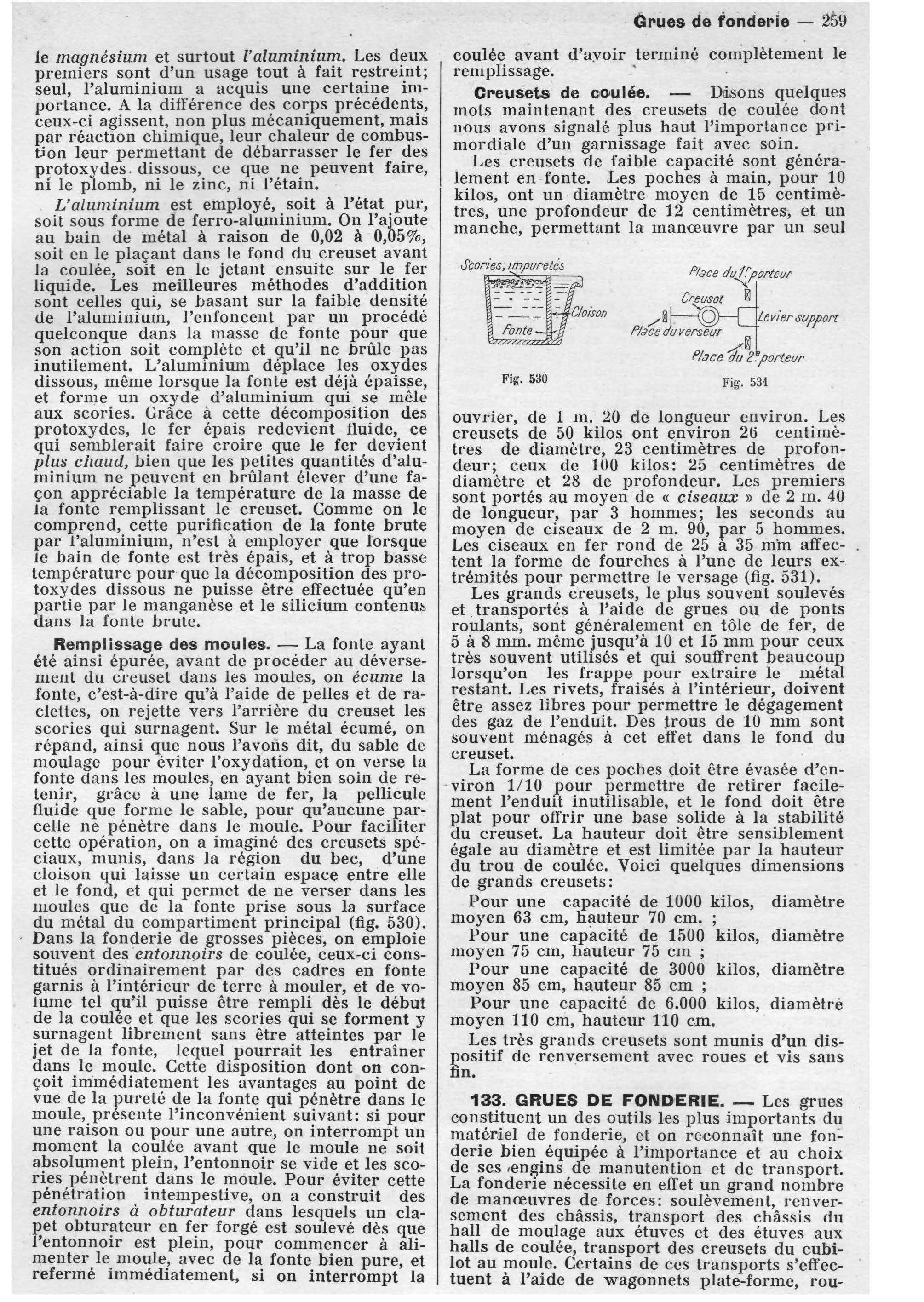
ne pénètre dans le moule. Pour faciliter
cette opération, on a imaginé des creusets spéciaux,
munis, dans la région du bec, d’une
cloison qui laisse un certain espace entre elle
et le fond, et qui permet de ne verser dans les
moules que de la fonte prise sous la surface
du métal du compartiment principal (fig. 530).
Dans la fonderie de grosses pièces, on emploie
souvent des ·entonnoirs de coulée, ceux-ci constitués
ordinairement par des cadres en fonte
garnis à l’intérieur de terre à mouler, et de volume
tel ~u’il puisse être rempli dès le début
de la coulee et que les scories qui se forment y
surnagent librement sans être atteintes par le
jet de la fonte, lequel pourrait les entraîner
dans le moule. Cette disposition dont on conçoit
immédiatement les avantages au point de
vue de la pureté de la fonte qui pénètre dans le
moule, presente l’inconvénient suivant: si pour
une raison ou pour une autre, on interrompt un
moment la coulée avant que le moule ne soit
absolument plein, l’entonnoir se vide et les scories
pénètrent dans le moule. Pour éviter cette
pénétration intempestive, on a construit des
entonnoirs à obturateur dans lesquels un clapet
obturateur en fer forgé est soulevé dès que
l’entonnoir est plein, pour commencer à alimenter
le moule, avec de la fonte bien pure, et
refermé immédiatement, si on interrompt la
Grues de fonderie – 2M
coulée avant d’a.voir terminé complètement le
remplissage.
Creusets de co1ulée. Diisons quelques
mots maintenant des creusets d·e coulée dont
nous avons signalé plus haut l’importance primordiale
d’un garnissage fait avec soin.
Les creusets de faible capacité sont généralement
en fonte. Les poches à main, pour 10
kilos ont un . diamètre moyen de 15 centimètres,
‘une profondeur de 12 centimètres; et un
manche, permettant la manoeuvre par un seul
J’co1rm~puireeteos ,
–
où on
e
Fig. 530
Place t!u fJ;,orteur
–….
Creusot !il
…. …© Levier ûU/,POrt
Place uverseur /.~
P/;;ce “du 2:,oorteur
Fig. 53i
ouvrier, de 1 m. 20 de longueur environ. Les
creusets de 50 kilos ont environ 21.i centimètres
de diamètre, 23 centimètres de profondeur
· ceux de 100 kilos: 25 centimètres de
diamètre et 28 de profondeur. Les premiers
sont portés au moyen de « ciseaux » de 2 m. 40
de longueur, par 3 hommes; les seconds au
moyen de ciseaux de 2 m. 90, par 5 hommes.
Les ciseaux en fer rond de 25 a 35 min affectent
la forme de fourches à l’une de leurs extrémités
pour permettre le versage (fig. 531).
Les grands creusets, le plus souvent soulevés
et transportés à l’aide de grues ou de ponts
roulants, sont généralement en tôle de fer, de
5 à 8 mm. même jusqu’à 10 et 15 mm pour ceux
très souvent utilisés et qui souffrent beaucoup
lorsqu’on les frappe pour extraire le métal
restant. Les rivets, fraisés à l’intérieur, doivent
être assez libres pour permettre le dégagement
des gaz de l’enduit. Des !rous de 10 mm sont
souvent ménagés à cet effet dans le fond du
creuset.
La forme de ces poches doit être é.vasée d’~n-
-viron 1110 pour permettre de retirer facilement
l’enduit inutilisable, et le fond doit être
plat pour offrir une base solide à la stabilité
du creuset. La hauteur doit être sensiblement
égale au diamètre et est limitée par la hauteur
du trou de coulée. Voici quelques dimensions
de grands creusets:
Pour une capacité de 1000 kilos, diamètre
moyen 63 cm, h~uteur 70 cm. ;
Pour une capacité de 1500 kilos, diamètre
moyen 75 cm, hauteur 75 cm ;
Pour une capacité de 3000 kilos, diamètre
moyen 85 cm, hauteur 85 cm ;
Pour une capacité de 6.000 kilos, diamètre
moyen 110 cni, hauteur 110 cm.
Les très grands creusets sont munis d’un dispositif
de renv.ersement avec roues et vis sans
fin.
133. GRUES DE FONDERIE. – Les grues
constituent un des outils les plus importants du
maténiel de fonderie, et on r.e.oonnaît une fon:
derie bien équipée à l’importance et au choix
de ses 1en~ins de manutention et de transport.
La fonderie nécessite en effet un grand nombre
de manoeuvres de forces: soulèvement, renversement
des châssis, transport des châssis du
hall de moulage aux étuves et des étuves aux
halls de coulée, transport des creusets du cubilot
au moule. Certains de ces transports s’effectuent
à l’aide de wagonnets plate-forme, rou



