
enfonce dans le sable, à une distance convenable,
deux lattes de bois à face supérieure bie:i
dressée, et on cale ces bords parfaitement horizontaux
grâce à un niveau placé sur cette face,
et exactement à même hauteur grâce au même
niveau placé sur une règle reposant sur les deùx
lattes. Cela fait, on emplit l’espace entre les deux
lattes par du sable que l’on égalise en râclant
avec la règle! se déplaçant sur les faces parfaitement
de mveau des deux lattes. On obtient
ainsi une surface rigoureusement horizontale,
dans laquelle on enfonce les modèles des objets
à fondre.
On conçoit de suite qu’avec ce procédé, on
ne puisse obtenir que des pièces qui n’ont un
«profil>J que sur l’une des faces, et dont l’autre
est complètement plane, sans avoir besoin
de présenter un aspect propre et lisse. Ce procédé
n’est plus guere utilisé que pour les pièces
devant être employées dans l’intérieur des
fonderies: fers à noyau, plaques de recouvrement,
etc. Les objets devant être livrés à la
clientèle, et devant, par conséquent, présenter
sur toutes leurs faces, un aspect convenable,
ne peuvent être produits par ce procédé, et
doivent être fabriqués par la méthode suivante,
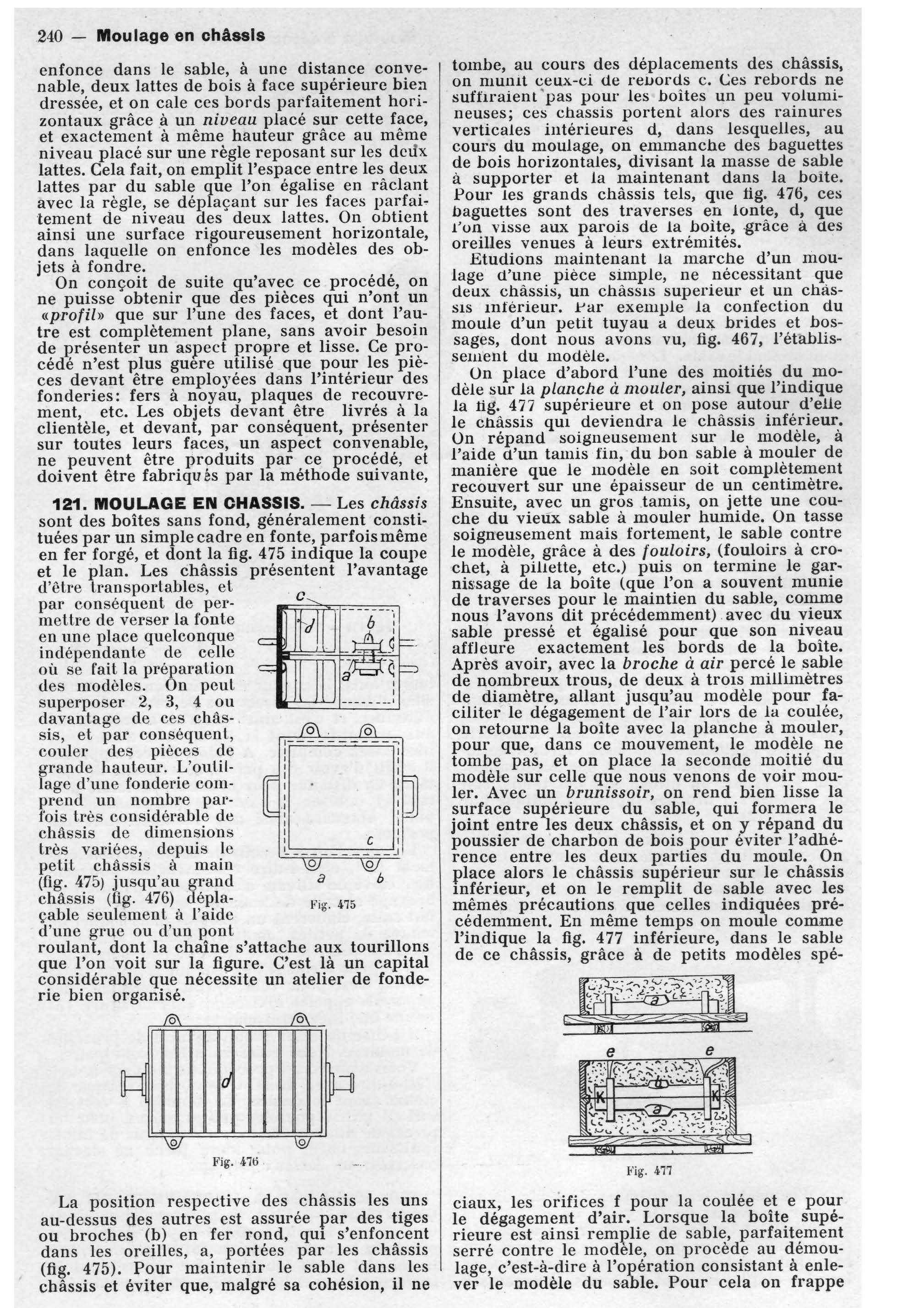
121. MOULAGE EN CHASSIS. – Les châssis
sont des boîtes sans fond, généralement constituées
par un simple cadre en fonte, parfois même
en fer forgé, et dont la fig. 4 75 indique la coupe
et le plan. Les châssis présentent l’avantage
d’être trans portables, el
par conséquent de per- .-=::;;:;:c:::::O::=====-o:–i
Fig. 475
mellre de ver ser la fonte
en une place quelconque
indépendante de celle
où se fait la préparation
<les modèles. On peul
superposer 2, 3, 4 ou
davantage de ces châssis,
et par conséquent,
couler des pièces de
grande hauteur. L’outillage
d’une fonderie comprend
un nombre parfois
très considérable de
châssis de dimensions
très variées, depuis le
petit châssis à main
(fig. 475) jusqu’au grand
châssis (fig. 476) déplaçable
seulement à l’aide
d’une grue ou d’un poul
roulant, dont la chaîne s’attache aux tourillons
que l’on voit sur la figure. C’est là un capital
considérable que nécessite un atelier de fonderie
bien organisé.
0 @I, –
0 0
Fig. 47ti
La position respective des châssis les uns
au-dessus des autres est assurée par des tiges
ou broches (b) en fer rond, qm s’enfoncent
dans les oreilles, a, portées par les châssis
(fig. 475). Pour maintenir le sable dans les
châssis et éviter que, malgré sa cohésion, il ne
tombe, au cours des déplacements des châssis,
on mu111t ceux-ci de reliords c. Ces rebords ne
suffiraient ‘pas pour les boîtes un peu volumineuses;
ces chassis portent alors aes rainures
verticales intérieures d, dans lesquelles, au
cours du moulage, on emmanche des baguettes
de bois horizontales, divisant la masse de sable
à supporter et la maintenant dans la boîte.
Pour les grands châssis tels, qne tig. 476, ces
baguettes sont des traverses en lonte, d, que
i’on visse aux parois de la boite, .grâce à ctes
oreilles venues à leurs extrémités.
Etudions maintenant la marche d’un moulage
a’une pièce simple, ne nécessitant que
deux châssis, un châssis superieur et un chassis
mfèrieur. .Par exemple la confection du
moule d’un petit tuyau a deux brides et bossages,
dont nous avons vu, fig. 467, l’établissement
du modèle.
On place d’abord l’une des moitiés du modèle
sur la planche à mouler, ainsi que l’indique
la tig. 4 77 supérieure et on pose autour d’eHe
le châssis qm deviendra le châssis inférieur.
On répand soigneusement sur le modèle, à
l’aide a’un tamis fin, du bon sable à mouler de
manière que le modèle en soit complètement
recouvert sur une épaisseur de un centimètre.
Ensuite, avec un gros .tamis, on jette une couche
du vieûx sable à mouler hwnide. On tasse
soigneusement mais fortement, le sable contre
le modèle, grâce à des fouloirs, (fouloirs à crochet,
à pillette, etc.) puis on termine le gar·
ni~~sage de la boîte (que l’on a souvent munie
de traverses pour le maintien du sable, comme
nous l’avons dit précédemment) avec du vieux
sable pressé et égalisé pour que son niveau
affleure exactement les bords de la boîte.
Après avoir, avec la broclie à air percé le .sable
de nombreux trous, de deux à trois millimètres
d~. diamètr.e, allant jusqu’au modèle pour faciliter
le degagement de l’air lors de la coulée,
on retourne la boîte avec la planche à mouler,
pour que, dans ce mouvement, le modèle ne
tombe pas, et on place la seconde moitié du
modèle sur celle que nous venons de voir mouler.
Avec un brunissoir, on rend bien lisse la
surface supérieure du sable, qui formera le
joint ~mtre les deux châssis, et on y répand du
poussier de charbon de bois pour éviter l’adhérence
entre les deux parties du moule. On
place alors le châssis supérieur sur le châssis
rnférieur, et on le remplit de sable avec les
mêmès précautions que celles indiquées précédemment.
En même temps on moule comme
l’indique la fig. 477 inférieure, dans le sable
de ce châssis, grâce à de petits modèles spél”
ig. 417
ciaux, les orifices f pour la coulée et e pour
le dégagement d’air. Lorsque la boîte supérieure
est ainsi rem:rlie de sable, parfaitement
serré contre le modele, on procède au démoulage,
c’est-à-dire à l’opération consistant à enlever
le modèle du sable. Pour cela on frappe



