
légèrement et avec précaution, parfois dans
les installations modernes avec un vibrateur
à air comprimé, pour décoller le modèle ·du
sable;· on retire alors le châssis supérieur, ce
qui doit être fait régulièrement et sans à-coups
pour ne pas détériorer le moulage. La moitié
supérieure du modèle est alors enlevée. Puis
on visse dans la .moitié inférieure des pitons
ou crampons, appelés u leveurs de modèle »,
qui, apres avoir également ébranlé le modèle
pour le décoller, servent à le retirer bien verticalement.
·
Les deux moitiés du moulage sont alors soigneusement
examinées et, à l’aide d’outils spéciaux:
truelles de di verses formes: carrées, à
coeur, à bec de canne, à gueule de crapaud;
lissoirs droits et cintrés; spatules carrees, à
gorge; gouges doubles, à talons; blaireaux,
pinceaux, etc. – retouchées pour éviter les bavures,
et proprement lissées. Les grains de
sable restant dans le moulage en sont expulsés
par un sou{ flet. Sur les bords aigus du moulage,
qui sèchent très vite et pourraient se gercer,
on passe délicatement un pinceau humide,
et sur les parties en saillie qui pourraient
être enlevées par la fonte lors de la coulée
on enfonce pour les consolider, de longues
pointes en acier à tête plate. Le moule ainsi
terminé, on le sauP.oudre de charbon de bois
en poussière bien fine pour éviter l’adhérence
de la fonte, et on enduit la surface du moule
complètement sec d’une couche de graphite liquide
de façon à donner à la fonte une surface
nette et bien lisse: les fondeurs disent :
une belle peau.
Les moules étant ainsi soigneusement achevés,
il ne reste plus gu’à replacer la boîte supérieure
sur la boîte mférieure en les unissant
par les clavettes, et à placer les noyaux que
ces formes comportent, c’est le renmoulage des
moules. On charge ensuite avec des barres de
fer le châssis supérieur pour éviter qu’il ne
se sépare de l’autre sous la poussée de la fonte,
et on est prêt pour la coulées. Pour les châssis
de grandes dimensions qui ne pourraient être
déplacés à la main, on se sert, ainsi que nous
l’avons dit, de grues ou de ponts roulants, dont
le crochet de la chaîne s’attelle à un balancier
tel que celui représenté fig. 478 qui soulève Je
châssis par des anneaux en fer rond accrochés
aux chevilles de ce châssis.
Fig. 478
Lorsque l’on a affaire à des formes plus
compliquées, on emploie des moules en trois,
quatre châssis ou davantage.
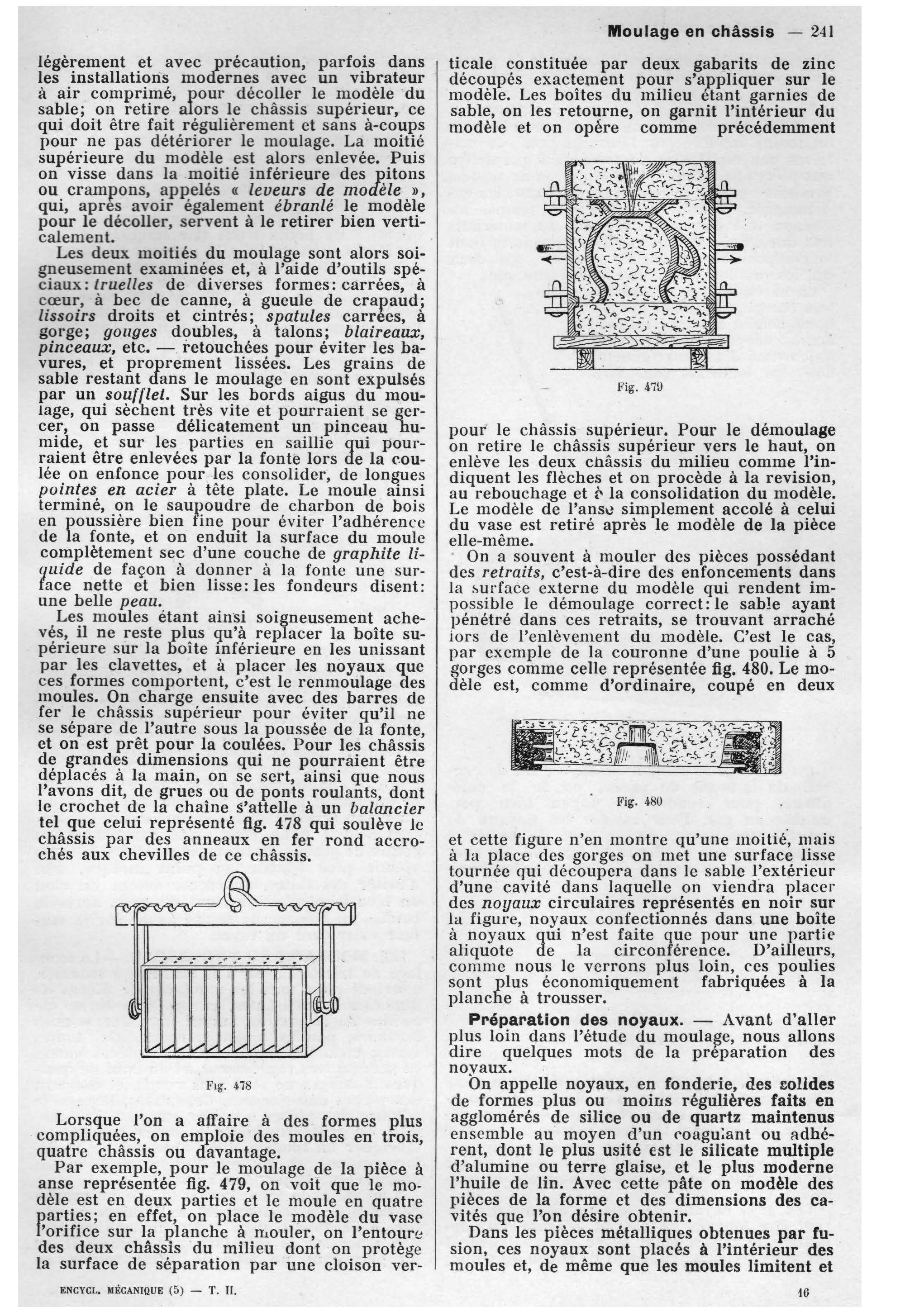
Par exemple, pour le moulage de la pièce à
anse représentée fig. 479, on voit que le modèle
est en deux parties et le moule en quatre
parties; en effet, on place le modèle du vase
l’orifice sur la planche à mouler, on l’entoure
des deux châssis du milieu dont on protège
la surface de séparation par une cloison ver-
ENCYCL. MÉCANIQUE (5) – T. If.
· Moulage en châssis – 241
ticale constituée par deux gabarits de zinc
découpés exactement pour s’appliquer sur le
modèle. Les boîtes du milieu etant garnies de
sable, on les retourne, on garnit l’intérieur du
modèle et on opère comme précédemment
Fig. 4W
pour le châssis superieur. Pour le démoulage
on retire le châssis supérieur vers le haut, on
enlève les deux châssis du milieu comme l’indiquent
les flèches et on procède à la revision,
au rebouchage et i- la consolidation du modèle.
Le modèle de l’ans~ simplement accolé à celui
du vase est retiré après le modèle de la pièce
elle-même.
· On a souvent à mouler des pièces possédant
des retraits, c’est-à-dire des enfoncements dans
la :-.urface externe du modèle qui rendent impossible
le démoulage correct: le sab!e ayant
pénétré dans ces retraits, se trouvant arraché
iors de l’enlèvement du modèle. C’est le cas,
par exemple de la couronne d’une poulie à 5
gorges comme celle représentée fig. 480. Le modèle
est, comme d’ordinaire, coupé en deux
Fig. 480
et cette figure n’en montre qu’une moitié·, mais
à la place des gorges on met une surface lisse
tournée qui découpera dans le sable l’extérieur
d’une cavité dans laquelle on viendra placer
des noyaux circulaires représentés en noir sur
la figure, noyaux confectionnés dans une boîte
à noyaux qui n’est faite que pour une partie
aliquote de la circonférence. D’ailleurs,
comme nous le verrons plus loin, ces poulies
sont plus économiquement fabriquées à la
planche à trousser.
Préparation des noyaux. – Avant d’aller
plus loin dans l’étude du moula~e, nous allons
dire quelques mots de la preparation des
novaux.
On appelle noyaux, en fonderie, des t:olldes
de formes plus ou moins régulières faits en
agglomérés de silice ou de quartz maintenus
ensemble au· moyen d’un coagu:ant ou adhérent,
dont le plus usité est le silicate multiple
d’alumine ou terre glaise, et le plus moderne
l’huile de lin. Avec cette pâte on modèle des
pièces de la forme et des dimensions des cavités
que l’on désire obtenir.
Dans les pièces métalliques obtenues par fusion,
ces noyaux sont placés à l’intérieur des
moules et, de même que les moules limitent et
16



