
VU, au chapitre de la Chaleur (Tor.rn I), que les
<lifférents corps diminuent de volume en per<
lant de la chaleur. Comme la fonte est coulée à
1050° environ, elle se trouve solidifiée à une
température voisine de celle-ci. Lors de la solidification
même, par un phénomène analogue à
celui de l’eau qui se prend en glace, la fonte augmente
légèrement de volume et presse sur. les
parois du moule dont elle épouse parfaitement
les contours; à partir de ce moment, la fonte,
désormais solide, va se refroidir et passer lentement
à la température du milieu extérieur. Elle
diminuera donc de volume d’une quantité égale
à celle dont se serait dilatée une barre du même
métal, portée de la température de l’air ambiant
à celle voisine de la fusion.
L’ouvrier chargé de faire le modèle doit tenir
compte de ce retrait, et établir le modèle
avec des cotes spéciales, de façon qu’il soit
plus grand que la pièce à obtenir. La diminution
de la fonte est d’environ 7 à 10 millimètres
par mètre. Par conséquent, si la piècr
doit mesurer un mètre de longueur, le modèlr
devra avoir 1 mètre 010 de long. Cette longueur
est souvent donnée immédiatement par des
mètres _spéciaux, divisés comme les mètres ordinaires
en cent et 1000 parties égales, mais
qui ont 1 mètre 010 de longueur totale. Lorsaue
le modèle devra servir à mouler, non pas
directement la pière. mais un modèle en métnl,
le premier modèle, touiours en bois, devra
être à do11ble retrait, c’est-à-dire que pour un
mètre, il faudra compter 1 mè’tre 020 environ.
Disons de suite, pour n!avoir pas à revenir
sur les questions de nréparation du modèle, qui
sont les mêmes. quel que soit le métal à couler,
que le retrait
de l’acier est de 16 à 19 mm. par mètre;
du bronze, 11 à 15 mm. par mètre;
de l’aluminium, 16 à 17 mm. par mètre.
Par conséquent. on <levra tenir compte de ces
chiffres dans l’établissement du modèle, dont
les dimensions seront ainsi légèrement variables,
selon le métal dont devra êti-e constituée
la nièce à obtenir.
Un grand nombre de modèles ne peuvent êtrP
retirés <l’une seule nièce hors du sable, on les
divise alors en parties démontables. Cette répartition
en plusieurs pièces doit êlre établie
en tenant compte de la facilité avec laquelle
on peut retirer du moulage les différentes par-
K
K
tics. Un modèle ou une portion de modèle,
n’est démoulable que lorsque la partie inférieure
est plate ou bombée, ou ne présente aucune
surface, aucun bossage en retrait, mais
seulement des faces perpendiculaires. D’aillrurs,
des surfaces exactement perpendiculaires,
c’çst-à-dire -dans le sens exact du démou-
1 age ne se démouleraient pas parfaitement, il
fout’ leur donner un peu de dépouille, c’est-à
<lire qu’elles doivent être légèrement obliques
pour pouvoir sortir facilement du sable, car il
est impossible au meilleur mouleur de ne pas
trembler un peu en retirant le modèle du sable.
Les différentes parties d’un même modèle
sont réunies à l’aide de vis, et assemblées avec
des chevilles C (fig. 467) de bois ou de métal,
qui en assurent la position respective.
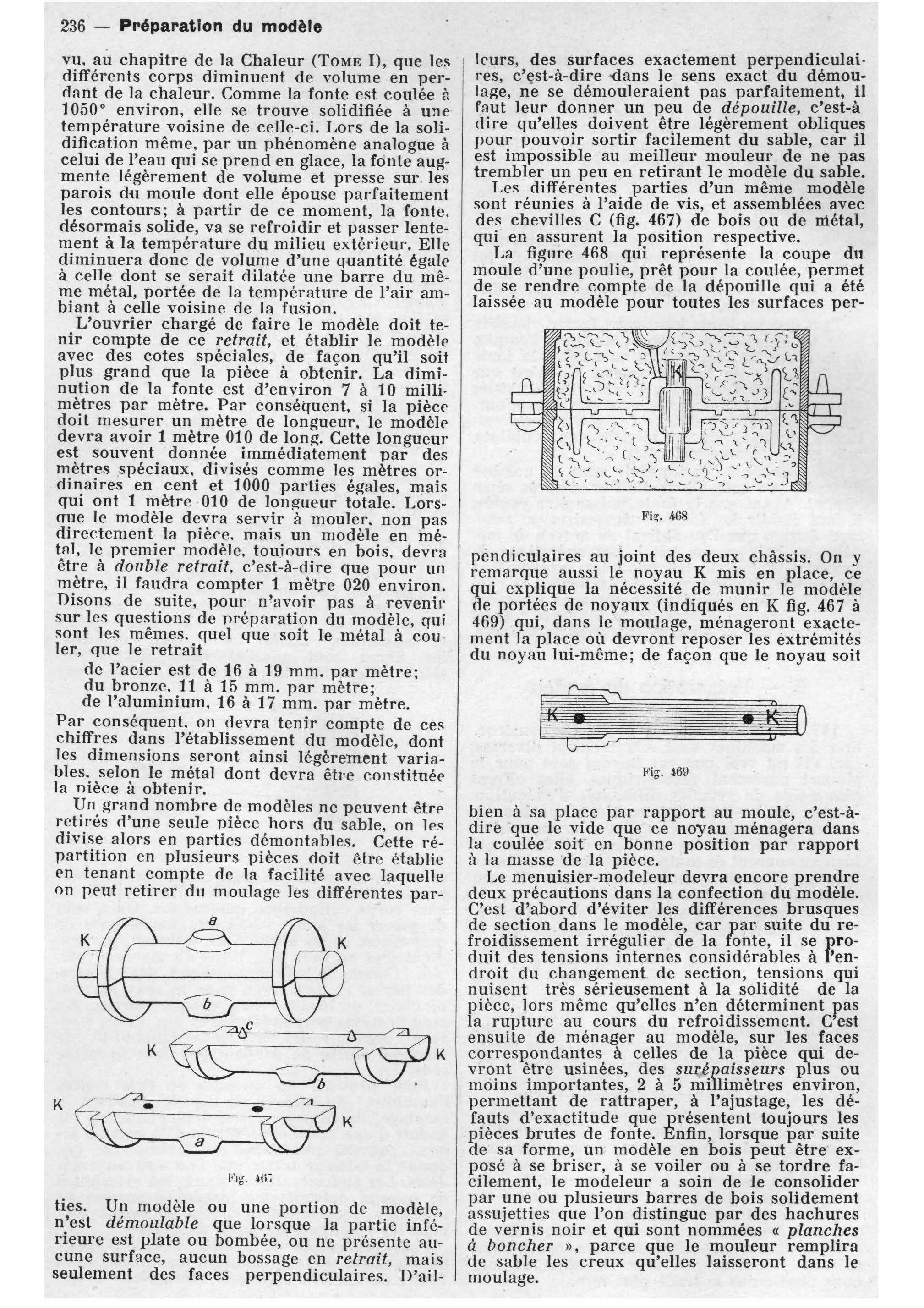
La figure 468 qui représente la coupe du
moule d’une poulie, prêt pour la coulée, permet
de se rendre compte de la dépouille qui a été
laissée au modèle pour toutes les surfaces per-
Fi ~ . 468
pendiculaires au joint des deux châssis. On y
remarque aussi le noyau K mis en place, ce
qui explique la nécessité de munir le modèle
de portées de noyaux (indiqués en K fig. 467 à
469) qui, dans le moulage, ménageront exactement
la place où devront reposer les extrémités
du noyau lui-même; de façon que le noyau soit
• H o
Fig. 46V
bien à sa place par rapport au moule, c’est-àdirè
que le vide que ce noyau ménagera dans
la coulée soir en bonne position par rapport
à la masse ·de la pièce.
Le menuisier-modeleur devra encore prendre
deux précautions dans la confection du modèle.
C’est d’abord d’éviter les différences brusques
de section dans le modèle, car par suite du refroidissement
irrégulier de la fonte, il se f.roduit
des tensions internes considérables à ‘endroit
du changement de section, tensions qui
nuisent très sérieusement à la solidité de la
pièce lors même qu’elles n’en déterminent r,as
la ruiJture au cours du refroidissement. C est
ensuite de ménager au modèle, sur les faces
correspondantes à celles de la pièce qui devront
~tre usinées, de~ sur~pq.is~eurs plu~ ou
moins importantes, 2 a 5 milhmetres environ,
permettant de rattraper, à l’ajustage, les défauts
d’exactitude que présentent toujours ~es
pièces brutes de fonte. Enfin, lorsque par smte
de sa forme, un modèle en bois peut être exposé
à se briser, à se voile~ ou à se tordr~ facilement,
le modeleur a som de le consohder
par une ou plusieurs barres de bois solidement
assujetties que l’on distingue par des hachures
de vernis noir et qui sont nommées « planches
à bon cher n, parce que le mouleur remplira
de sable les creux qu’elles laisseront dans le
moulage.



