
les chroniques, de quelques canons en fonte,
qui furent employés alors avec succès en concurrence
avec les canons en brouze, mais ne
réussirent jamais à supplanter ceux-ci qui ne
furent complètement abandonnés que lors dr
l’apparition récente des canons en acier forgé.
La raison pour laquelle on a été aussi long fi
reconnaître et à utiliser la qualité ·du fer de
pouvoir être coulé, est que la fonte blanche,
que l’on obtenait jusqu’alors, ne pouvait être
employée dans ce but. Ce n’est que lorsque l’on
eut construit des fours plus élevés, permettan1
d’obtenir des températures plus hautes, qu’il fut
possible de réduire la silice contenue dans hi
fonte blanche, et d’obtenir de la fonte grise dite
fonte de moulage. .
Tant que les hauts fourneaux furent chauffés
avec du charbon de bois, et tant que l’emploi
de la fonte fut très réduit, on coulait la fonte
dès la sortie du haut fourneau. Ce ·n’est que
vers 1830, que l’on arriva à créer des fonderies
séparées, où la fonte provenant des hauts fourneaux
était refondue dans des petits fours verticaux
appelés fours à manches ou cubilots.
puis coulés dans des formes.
Les opérations de fonderie sont au nombre
de trois, que nous allons étudier ·ci-après séparément.
Avant que la fonte puisse être coulée
il faut établir les formes nécessaires au mou~
!age, formes que l’on obtient au moyen de modèles
en bois ou en métal. Les opérations de
fonderie sont donc les suiva11tes: préparation
du modèle. établissement de la forme et coulée.
Nous dirons également quelques ::riots des
installations auxiliaires de la fonderie : compression
d’eau et d’air, et ébarbage de la fonte.
l\ – Préparation du modèle
117. Les formes employées dans la construction
des machines sont extrêmement diverses
· car, s’il est vrai que ces ·formes sont pour I~
plupart purement géométriques, elles offrent
néanmoins de grandes difficultés d’exécution.
à cause des bossages, intersections, courbes, vides,
qu’elles présentent; et l’ouvrier menuisier.
chargé d’exécuter des modèles. doit être aussi
bien au courant de toutes les méthodes de moulage
que l’ouvrier mouleur lui-même s’il veut
construire un modèle convenable. ‘
Si le modèle doit simplement reproduire le
c.ontou~ extéri~ur ~es objets à obtenir par la
f~nder~e, on etabht un. modèle proprement
dit. Si, par contre, Il faut exécuter en
outre un modèle creux à l’aide duquel
on obtiendra au moulage des noyaux, masses
de sa~le reproduisant les vides de la pièce à
obtemr, on appellera ce modèle spécial: boîte
à. noyau. Parfois, lorsque le noyau est de forme
simple, on se contente d’établir un modèle reproduisant
exactement la forme même du
noyau, et que l’on nomme forme à noyau.
D’autre part, lorsque le modèle ou la forme à
noyau doivent reproduire des pièces ayant la
forme de solides de révolution autour d’un axe
tels que tuyau ou cylindre, poulies, roues o~
volants, on se sert, non pas d’un modèle proprement
dit, reproduisant la forme entière de
l’objet, ce qui serait onéreux, mais d’une simple
planche en bois, appelée trousse, planche
à trousser, ou gabarit, découpée exactement
suivant le contour extérieur de l’objet, et dont
nous étudierons le tracé plus loin.
Préparation du modèie – 235
Les modèles qui devront être peu souvent
utilisés sont exécutés en bois. Ceux qui devront
servir fréquemment doivent être faits en
métal: fonte, acier, bronze ou aluminium. Ces
modèles en métal ne: jouent ni ne se disloquent
à l’usage; ceux en bronze et en aluminium ont
en outre l’avantage de ne pas rouiller lorsqu’on
les laisse quelque temps dans le sable ou l’argile
humide.
Les modèles en bois sont cependant les plus
employés, par suite . de leur prix de revient
beaucoup moins élevé que les modèles métalliques,
pour. l’établissement desquels · il est nécessaire,
le plus souvent, de confectionner d’abord
un modèle en bois. – Les modèles en bois
d’objets simples, et ne devant servir qu’une fois
se {ont en pin ou en sapin; les modèles .compliqués
et ceux qui devront être sculptés sont
en pommier, poirier, prunier, aulne ou frêne.
Quel qu’il soit, le bois doit, pour être emplové,
être tout à fait sec, de manière à éviter
qu’il ne se fende ou joue, ce qui amènerait une
modification de la forme du modèle, et par
suite de la pièce à obtenir. – C’est pourquoi on
emmagasine les bois pendant plusieurs années
dans des hangars secs et aérés. ou dans des
~reniers situés au-dessus des ateliers, de façon
à obtenir une température élevée favorisant le
<>échage du bois.
Cependant, le bon séchage du bois n’est pas
une garantie absolue que les modèles ne se modifieront
pas par la suite, il est presque impos<>
ible d’éviter complètement que le bois ne ioue:
nourtant. on peut en partie se préserver de cet
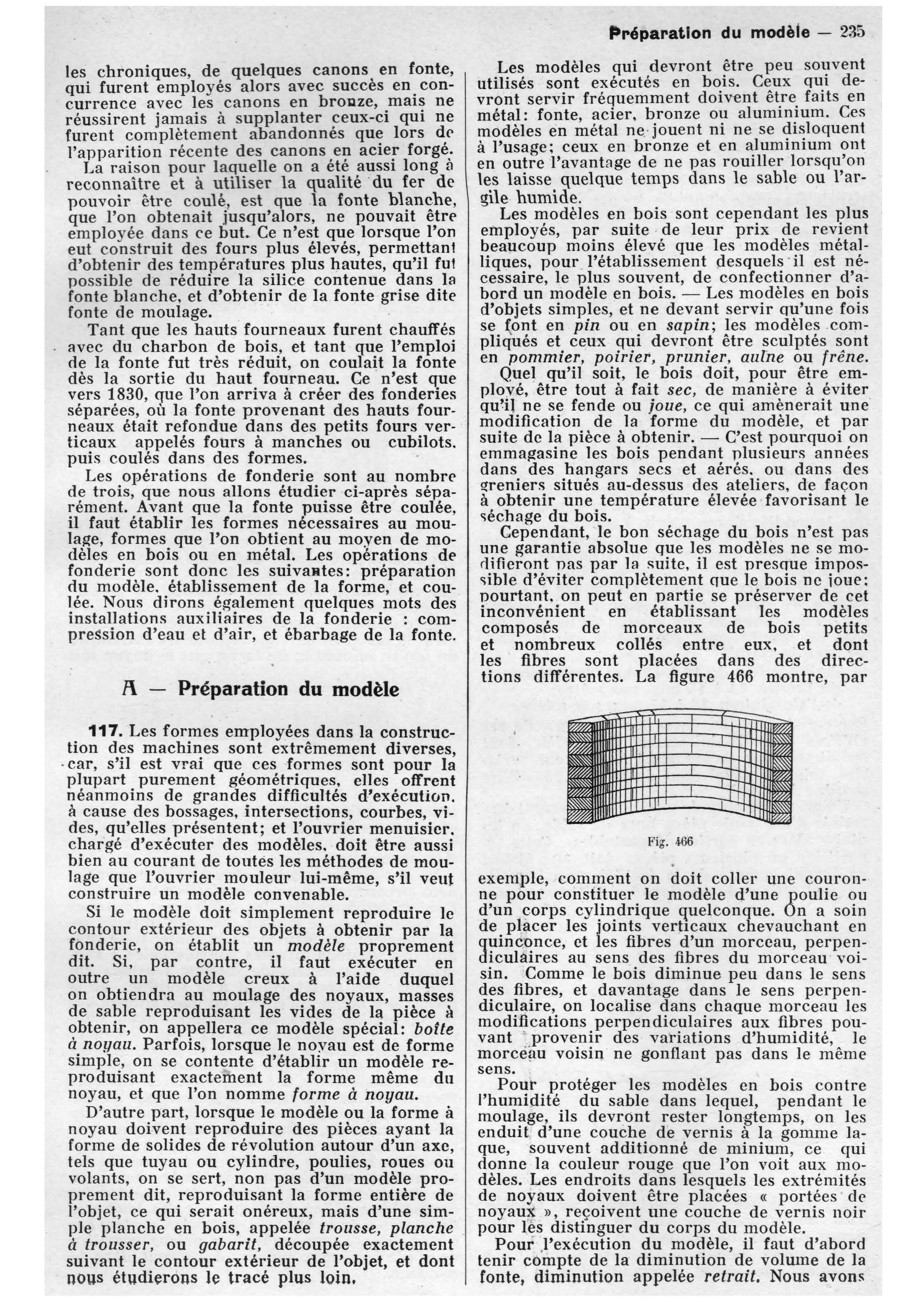
inconvénient en établissant les modèles
composés de morceaux de bois petits
et nombreux collés entre eux, et dont
les fibres sont placées dans des directions
différentes. La figure 466 montre, par
Fig. 466
exemple, comment on doit coller une couronn~
pour consti.tuer. le modèle d’une poulie ou
d un corps cyhndrique quelconque. On a soin
de placer les joints verticaux chevauchant en
q’!linc:~nce, et les fibres d’un morceau, perpendiculaires
au sens des fibres du morceau· voisin.
Comme le bois diminue peu dans le sens
des fibres, et davantage dans le sens perpendiculaire,
on localise dans chaque morceau les
modifications perpendiculaires aux fibres pouvant
· provenir des variations d’humidité le
morceau voisin ne gonflant pas dans le ~ême
sens.
Pour protéger les modèles en bois contre
l’humidité. du sable dans lequel, pendant le
moul~ge., Ils devront rester longtemps, on les
endmt d une couche de vernis à la gomme laque,
souvent additionné de minium, ce qui
donne la couleur rouge que l’on voit aux modèles.
Les endroits dans lesquels les extrémités
de noyaux doivent être placées cc portées dr
noyau~ >i, reçoivent une couche de vernis noir
pour l<:s distinguer du corps du modèle.
Pour .l’exécution du modèle, il faut d’abord
tenir compte de la diminution de volume de la
fonte, diminution appelée retrait, Nous avons



