
sur la pièce B, puis avec le dégorgeoir, il mate
les saillies latérales de l’amorce de B d.ans la
cavité de A. Il couche enfin la pièce une fois
soudée et la frappe à plat, puis de champ pour
corroyer la soudure.
Soudage par coin. Ce mode de soudage
est employé pour la réunion des pièces de fortes
dimensions. Les deux amorces sont semblables
et préparées <l’une manière identique.
Le forgeron chauffe l’extrémité de chaque
pièce au rouge puis, avec le marteau, il refoule _:> (_
Fig. 5ï6
et écrase le métal de façon à lui donner la forme
en biseau représentée figure 576. Les deux
pièces sont chauffées au blanc soudant, le forgercn
les retire du feu et vient rapporter dans
l’angle supérieur formé par les biseaux des
deux amorces (fig. 577) une mise chauffée également
au blanc soudant. Cette mise est constituée
par une masse de métal fixée à l’extrémité
d’une tige de fer (fig. 578). Le forgeron
empâte une partie de cette masse à coups de
marteau sur les flancs supérieurs des deux
amorces, puis il détache d’un coup de tranche
l’autre moitié de la mise qui est destinée à
boucher l’angle inférieur formé par les deux
amorces (fig. 579). Cette deuxième moitié est
soudée de la même mamere que la prem1ere.
Le forgeron porte à nouveau l’ensemble au
feu de forge et il finit de souder par un dernier
martelage les deux mises aux amorces.
Soudage à l’acétylène ou au gaz – 277
Observations sur les divers modes de soudage.-
Le travail de préparation des amorc«:>s.
quels que soient les modes de soudage employés
est effectué au marteau à main pour les pièces
de petites dimensions, et au marteau-pilon pour
les pièces plus importantes. Le mode de soudage
le plus employé est celui par amorces en
sifflet; on utilise également le soudage en
gueule de loup qui présente aussi des garanties
sérieuses de solidité. Le soudage par coin est
plus rare et plus compliqué que les précédents;
quant au soudage par encollage, il n’offre
pas de résistance notable et il est difficile
à réaliser.
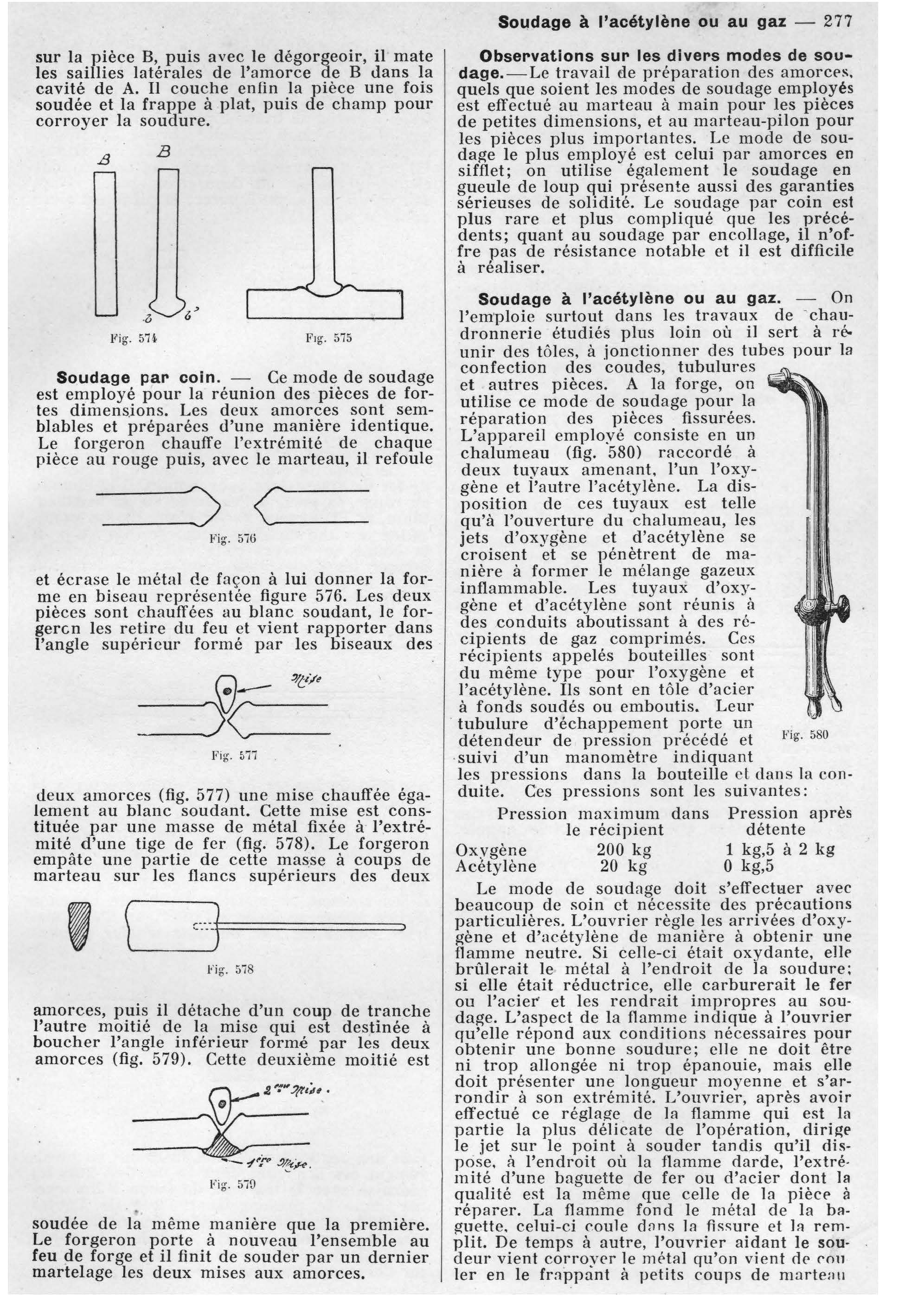
Soudage à l’acétylène ou au gaz. – On
l’emploie surtout dans les travaux de ‘ chaudronnerie
étudiés plus loin où il sert à réunir
des tôles, à jonctionner des tubes pour la
confection des coudes, tubulures
et autres pièces. A la forge, on
utilise ce mode de soudage pour la
réparation des pièces fissurées.
L’appareil employé consiste en un
chalumeau (fig. 580) raccordé à
deux tuvaux amenant, l’un l’oxygène
et i’autre l’acétylène. La disposition
de ces tuyaux est telle
qu’à l’ouverture du chalumeau, les
jets d’oxygène et d’acétylène se
croisent et se pénètrent de manière
à former le mélange gazeux
inflammable. Les tuyaux d’oxygène
et d’acétylène sont réunis à
des conduits aboutissant à des récipients
de gaz comprimés. Ces
récipients appelés bouteilles sont
du même type pour l’oxygène et
l’acétylène. Ils sont en tôle d’acier
à fonds soudés ou emboutis. Leur
tubulure d’échappement porte un
détendeur de pression précédé et
·suivi d’un manomètre indiquant
les pressions dans la bouteille et dans la conduite.
Ces pressions sont les suivantes:
Pression maximum dans Pression après
le récipient détente
Oxygène 200 kg 1 kg,5 à 2 kg
Acétylène 20 kg 0 kg,5
Le mode de soudage doit s’effect1rnr avec
beaucoup de soin et nécessite des précautions
particulières. L’ouvrier règle les arrivées d’oxygène
et d’acétylène de manière à obtenir une
flamme neutre. Si celle-ci était oxydante, elle
brülerait le métal à l’endroit de la soudure;
si elle était réductrice, elle carburerait le fer
ou l’acier et les rendrait impropres au soudage.
L’aspect de la flamme indique à l’ouvrier
qu’elle répond aux conditions nécessaires pour
obtenir une bonne soudure; elle ne doit être
ni trop allongée ni trop épanouie, mais elle
doit présenter une longueur moyenne et s’arrondir
à son extrémité. L’ouvrier, après avoir
effectué ce réglage de la flamme qui est la
partie la plus délicate de l’opération, dirige
le jet sur le point à souder tan dis qu’il dispose,
à l’endroit où la flamme darde, l’extrémité
d’une baguette de fer ou d’acier dont la
qualité est la même que celle de la pièc«:> à
réparer. La flamme fond le métal de la baguette.
celui-ci coule d:rns la fissure et la remplit.
De temps à autre, l’ouvrier aidant le soudeur
vient corroyer le métal qu’on vient de c-011
Ier en le fr:ippant à petits coups de marteau



