
doit être rempli le dernier, afin que cet air
ne reste pas dans le moule et que celui-ci soit
bien entierement rempli de fonte. Les « montées
» dont nous indiquons le rôle ci-dessous
servent également de trous d’air et suffisent
dans la plupart des cas.
Ces montées, ou entonnoirs d’alimentation,
ont pour but principal d’assurer la compacité
de la fonte. Elles doivent être de dimensions
suffisantes pour rester liquides tandis que la
fonte se solidifie dans le moule, par conséquent
elles doivent être sensiblement cylindriques
J?OUr ne pas présenter, par une forme trop
evasée, de grandes surfaces au refroidissement.
Lors de la contraction de la fonte encore liquide,
ces entonnoirs d’alimentation fourniront
de la fonte à la masse qui se trouve en
dessous, dans le moule et on aura soin, tandis
qu’Gn refroidira avec de l’eau le trou de coulée
d les évents, de maintenir pleins de fonte
liquide ·ces « montées », pour assurer l’alimentation
de la fonte. On aura même soin,
quand il s’agit d’obtenir des fontes très cou1-
pactes, d’enfoncer à plusieurs reprises, d’un
mouvement de va-et-vient, que les fondeurs
r1ppellent pompage, une baguette d’acier par
les entonnoirs, jusqu’au coeur du moule, de
façon à bien assurer le départ de l’air, qui
pourrait rester dans la fonte et créer des soufJlures.
D’ailleurs, le moyen le plus efficace d’éviter
les s::mfflures et d’avoir de la fonte compacte,
est que l’air du moule el lies noyaux surtout
puisse se dégager facilement. Nous avons insisté
en parlant du choix du sable de fonderie,
sur la necessité d’employer du sable qui vente
bien, et nous avons dit en parlant de la fabrication
des noyaux quelles précautions: trou
central, paille tressée, etc., étaient indispensables
à prendre pour assurer le complet dégagement
du gaz. Et dans tous ces efforts pour
éliminer l’air, il ne faut pas oublier que l’air
du noyau, ainsi que celui contenu dans le sable’
du moule, se trouvant chauffé par le fer liquide
augmente environ 5 fois de volume et qu’il
faut assurer son départ en conséquence. Aussi
doit-on surmonter les noyaux vertica::A de canaux
permettant à l’air de se dégager a travers
le châssis supérieur, et on entoure l’orifice
supérieur de ces canaux d’une couronne d’argile
pour en éviter l’obtilration au moment de
fa coulée. Quand il s’agit de moules placés dans
des fosses, on ·conduit l’air vers le bas, dans
des canaux de grande section correspondant
avec des tuyaux de dégagement enterrés.
· C – La Coulée
130. APPAREILS DE FUSION. – Les appareils,
dont on se sert pour effectuer la fusion·
de la fonte, sont de trois types très différents:
le creuset, le cubilot, et le four à réverbère.
Les creusets sont assez peu employés dans
la fusion de la fonte. Nous les retrouverons en
traitant de l’acier coulé. Ils ne peuvent servir
gue pour la fusion de fontes speciales d~ qualité
exceptionnelle, leur rendement étant très
peu économique, car ils exigent environ 80 à
100 Kg de coke par tonne de fonte.
Cubllots. – La fusion est surtout faite actuellement
au cubilot ou four à manche, appelé
aussi parfois four à cuve.
On y place des charges successives de coke
et de fonte de fer de façon à constituer des couches
alternées de fonte et de combustible.
La fonte employée est de la fonte de 1′” fusion,
livrée en gueuses par les hauts fourneaux
et contenant l:’nviron 3 à 3’h %de carbone,
‘h à 2% de silicium, 1,2 % de manganèse, et
1 1,2 % de phosphore.
Le coke et la fonte en gueuses sont mis da=1s
le fourneau par charges à raison de l kg de
coke pour 15 à 20 kg de fonte, c’est-à-dire que,
suivant le diamètre du four, les charges seront
de 20 à 30 kg de coke contre 300 à 400 kg de
fonte brute, auxquels il y a lieu d’a.;outer 10 à
20 kg de carbonate de chaux destiné à obtenir
des scories fiuides et facilement éliminables.
On a remplacé récemment le calcaire, dénommé
casli11e en fonderie, par du spath fluor,
qui épure davantage le fer de toutes les scories,
mais qui présente l’inconvénient de coûter
beaucoup plus cher.
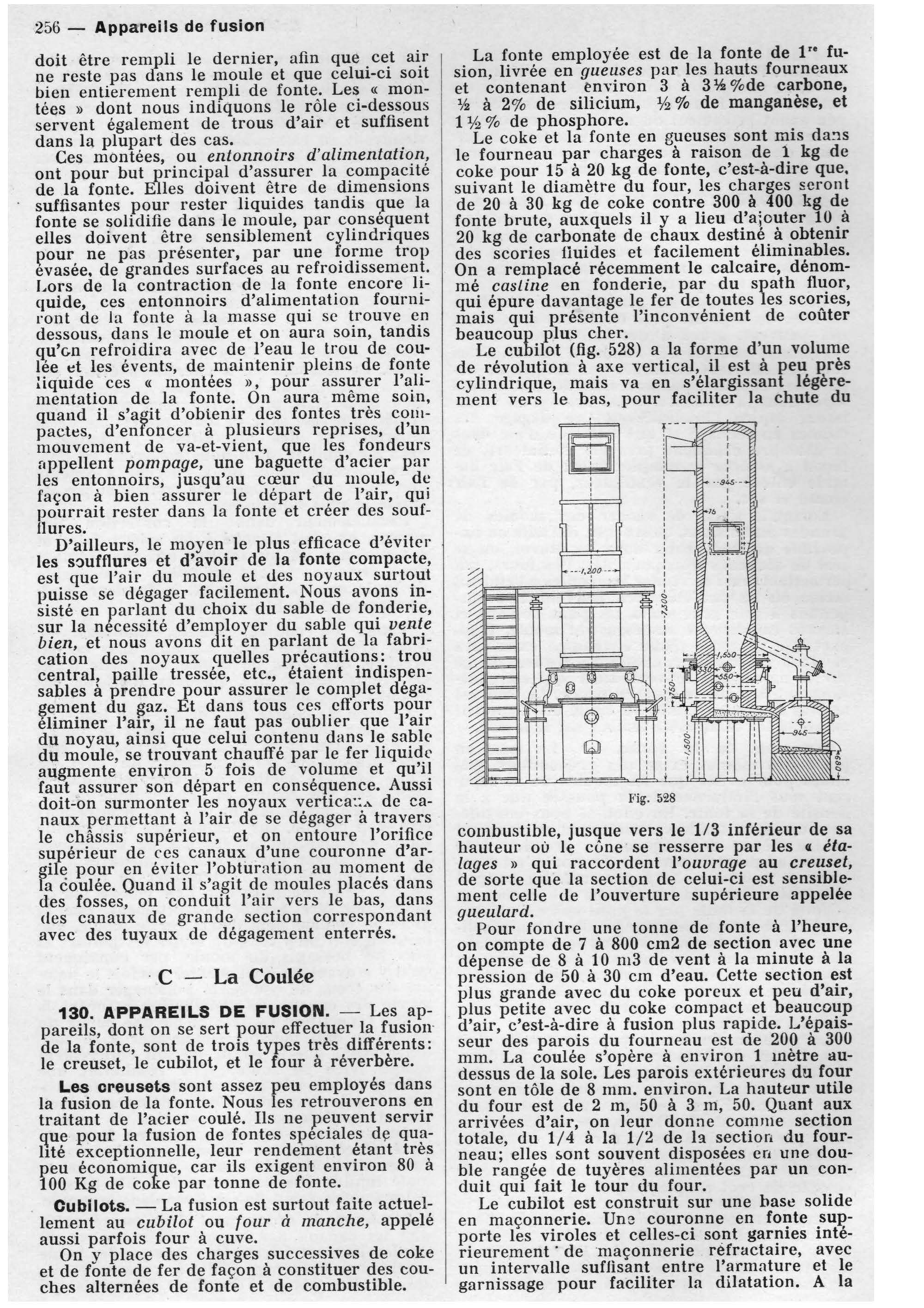
Le cubilot (fig. 528) a la forme d’un volume
de révolution à axe vertical, il est à peu près
cylindrique, mais va en s’élargissant légèrement
vers le bas, pour faciliter la chute du
Fig. 528
1
r
r
r : ··.945–
1
1
r
” r
~rn:: … 1 ~
•—1,- –
r
combustible, jusque vers le 1/3 inférieur de sa
hauteur où le cône se resserre par les • étalages
» qui raccordent l’ouvrage au creuset,
de sorte que la section de celui-ci est sensiblement
celle ùe l’ouverture supérieure appelée
gueulard.
Pour fondre une tonne de fonte à l’heure,
on compte de 7 à 800 cm2 de section avec une
dépense de 8 à 10 m3 de vent à la minute à la
pression de 50 à 30 cm d’eau. Cette section est
plus grande avec du coke poreux et peu d’air,
plus petite avec du coke compact et beaucoup
d’air, c’est-à-dire à fusion plus rapide. L’épaisseur
des parois du fourneau est de 200 à 300
mm. La coulée s’opère à environ 1 mètre audessus
de la sole. Les parois extérieures du four
sont en tôle de 8 mm. environ. La hauteur utile
du four est de 2 m, 50 à 3 m, 50. Quant aux
arrivées d’air, on leur donne comme section
totale, du 1/4 à la 1/2 de h section du fourneau;
elles &ont souvent disposées en une double
rangée de tuyères alimentées par un conduit
qui fait le tour du four.
Le cubilot est construit sur une basti solide
en maçonnerie. Uni! couronne en fonte supporte
les viroles et celles-ci sont garnies intérieurement
· de ·maçonnerie réfractaire, avec
un intervalle suffisant entre l’armature et le
garnissage pour faciliter la dilatation. A la



