
doivent être alors de grands diamètres. Dans
certains modèles, le cylindre du pist’on frappeur
est alimenté par l’eau sous pression, et
les cylindres releveurs par la vapeur ou l’air
comprimé.
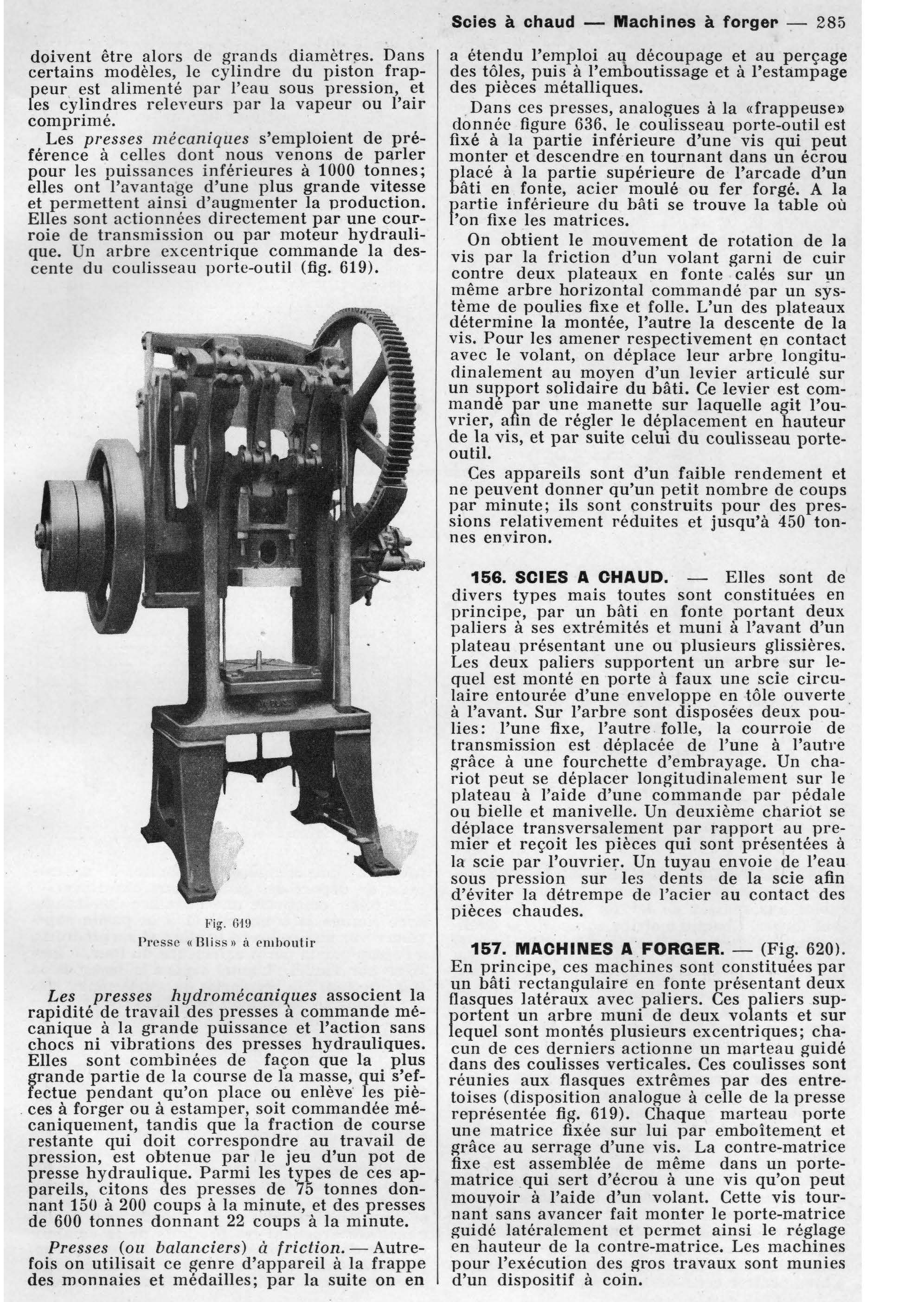
Les presses mécaniques s’emploient de préférence
à celles dont nous venons de parler
pour les puissances inférieures à 1000 tonnes;
elles ont l’avantage d’une plus grande vitesse
et permettent ainsi d’augmenter la production.
Elles sont a ctionnées directement par une courroie
de transmission ou par moteur hydraulique.
Un arbre excentrique commande la descente
du coulisseau porte-outil (fig. 619).
Fig. 6HJ
Presse « Bl iss » il emho ut ir
Les presses hydromécaniqyes associent la
rapidité de travail des presses a commande mécanique
à la grande puissance et l’action sans
chocs ni vibrations des presses hydrauliques.
Elles sont combinées de façon que la plus
grande partie de la course de la masse, qui s’effectue
pendant qu’on place ou enlève· les piè-
. ces à forger ou à estamper, soit commandée mécaniquement,
tandis que la fraction de course
restante qui doit correspondre au travail de
pression, est obtenue par le jeu d’un pot de
presse hydraulique. Parmi les types de ces appareils,
citons des presses de 75 tonnes donnant
150 à 200 coups à la minute, et des presses
de 600 tonnes donnant 22 coups à la minute.
Presses (ou balanciers) à friction. – Autrefois
on utilisait ce genre d’appareil à la frappe
des monnaies et médailles; par la suite on en
Scies à chaud – Machines à forger – 285
a étendu l’emploi aq découpage et au perçage
des tôles, puis à l’emboutissage et à l’estampage
des pièces métalliques.
. Dans ces presses, analogues à la «frappeuse»
donnée figure 636. le coulisseau porte-outil est
fixé à la partie inférieure d’une vis qui peut
monter et descendre en tournant dans un écrou
placé à la partie supérieure de l’arcade d’un
bâti en fonte, acier moulé ou fer forgé. A la
partie inférieure du bâti se trouve la table où
l’on fixe les matrices.
On obtient le mouvement de rotation de la
vis par la friction d’un volant garni de cuir
contre deux plateaux en fonte calés sur μn
même arbre horizontal commandé par un système
de poulies fixe et folle. L’un des plateaux
détermine la montée, l’autre la descente de la
vis. Pour les amener respectivement en contact
avec le volant, on déplace leur arbre longitudinalement
au moyen d’un levier articulé sur
un SUJ?port solidaire du bâti. Ce levier est commande
par une manette sur laquelle agit l’ouvrier,
afin de régler le déJ?lacement en hauteur
de la vis, et par suite celm du coulisseau porteoutil.
Ces appareils sont d’un faible rendement et
ne peuvent donner qu’un petit nombre de coups
par minute; ils sont construits pour des pressions
relativement réduites et jusqu’à 450 tonnes
environ.
156. SCIES A CHAUD. – Elles sont de
divers types mais toutes sont constituées en
principe, par un bâti en fonte portant deux
paliers à ses extrémités et muni à l’avant d’un
plateau présentant une ou plusieurs glissières.
Les deux paliers supportent un arbre sur lequel
est monté en porte à faux une scie circulaire
entourée d’une enveloppe en tôle ouverte .
à l’avant. Sur l’arbre sont disposées deux poulies:
l’une fixe, l’autre . folle, la courroie de
transmission est déplacée de l’une à l’autre
grâce à une fourchette d’embrayage. Un chariot
p eut se déplacer longitudinalement sur le
plateau à l’aide d’une commande par pédale
ou bielle et manivelle. Un deuxième chariot se
déplace transversalement par rapport au premier
et reçoit les pièces qui sont présentées à
la scie par l’ouvriei;. Un tuyau envoie de l’eau
sous pression sur les dents de la scie afin
d’éviter la détrempe de l’acier au contact des
pièces chaudes.
157. MACHINES A .FORGER. – (Fig. 620).
En principe, ces machines sont constituées par
un bâti rectangulaire en fonte présentant deux
flasques latéraux avec paliers. Ces paliers supportent
un arbre muni de deux volants et sur
lequel sont monlés plusieurs excentriques; chacun
de ces derniers actionne un marteau guidé
dans des coulisses verticales. Ces coulisses sont
réunies aux flasques extrêmes par des entretoises
(disposition analogue à celle de la presse
représentée fig. 619). Chaque marteau porte
une matrice fixée sur lui par emboîtement et
grâce au serrage d’une vis. La contre-matrice
fixe est assemblée de même dans un portematrice
.qui sert d’écrou à une vis qu’on peut
mouvoir à l’aide d’un volant. Cette vis tournant
sans avancer fait monter le porte-matrice
guidé latéralement et permet ainsi le réglage
en hauteur de la contre-matrice. Les machines
pour l’exécution des gros travaux sont munies
d’un dispositif à coin.



