
lie toujours en mouvement; la courroie glisse
sur cette poulie sans être entraînée, mais si
on tend la courroie en la tirant par. l’autre
hrin, le frottement devient suffisant pour que
l’entraînement ait lieu. La masse est alors
soulevée et retombe quand la traction cesse.
Ce système est employé pour l’estampage qui
exige des chocs violents et très durs, qui provoquent
des bris fréquents des planches des
moutons à planches. Ces derniers ne peuvent
d’ailleurs dépasser le poids de 1.000 kilos,
car, au-delà, la pression exercée produit l’écrasement
de la planche.
Les courroies peuvent être en cuir chromo
ou en acier.
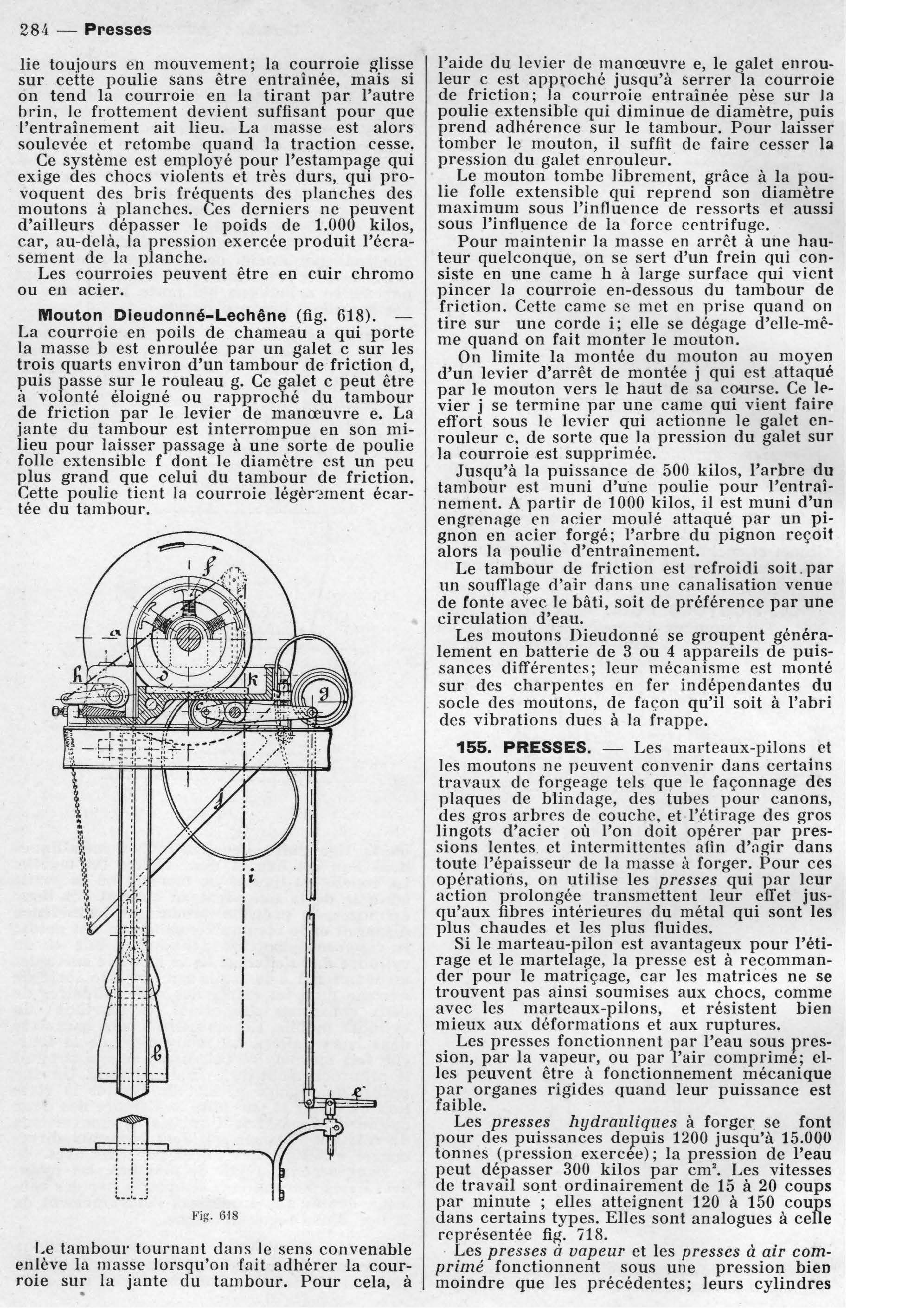
Mouton Dieudonné-Lechêne (fig. 618).
La courroie en poils de chameau a qui porte
la masse b est enroulée par un galet c sur les
trois quarts environ d’un tambour de friction d,
puis passe sur le rouleau g. Ce galet c peut être
à volonté éloigné ou rapproché du tambour
de friction par le levier de manoeuvre e. La
Jante du tambour est interrompue en son milieu
pour laisser passage à une sorte de poulie
folle extensible f dont le diamètre est un peu
plus grand que celui du tambour de friction.
Cette poulie tient la courroie légèr-~ment écartée
du tambour.
: i :
L_i._J
l’ i ~ . G18
Le tambour tournant dans le sens convenable
enlève la masse lorsqu’on fait adhérer la courroie
sur la jante du tambour. Pour cela, à
J’aide du levier de manoeuvre e, le galet enrouleur
c est approché jusqu’à serrer la courroie
de friction; la courroie entraînée pèse sur la
poulie extensible qui diminue de diamètre, puis
prend adhérence sur le tambour. Pour laisser
tomber le mouton, il suffit de faire cesser la
pression du galet enrouleur.·
Le mouton tombe librement, grâce à la poulie
folle extensible qui reprend son diamètre
maximum sous l’influence de ressorts et aussi
sous l’influence de la force crntrifuge.
Pour maintenir la masse en arrêt à une hauteur
quelconque, on se sert d’un frein qui consiste
en une came h à large surface qui vient
pincer la courroie en-dessous du tambour de
friction. Cette came se met en prise quand on
tire sur une corde i; elle se dégage d’elle-même
quand on fait monter le mouton.
On limite la montée du mouton nu moyen
d’un levier d’arrêt de montée j qui est attaqué
par le mouton vers le haut de sa course. Ce JPvier
j se termine pnr une crime qui vient faire
effort sous le levier qui actionne le galet enrouleur
c, de sorte que la pression du galet sur
la courroie est supprimée.
Jusqu’à la puissance de 500 kilos, l’arbre du
tambour est muni d’üne poulie pour l’entraînement.
A partir de 1000 kilos, il est muni d’un
engrem1ge en ncier moulé nttaqué par un pignon
en acier forgé; l’arbre du pignon reçoit
alors la poulie d’entraînement.
Le tambour de friction est refroidi soit . par
un soufflage d’air dans une canalisation venue
de fonte avec le bâti, soit de préférence par une
circulation d’eau.
Les moutons Dieudonné se groupent généralement
en batterie de 3 ou 4 appareils de puissances
différentes; leur mécanisme est monté
sur des charpentes en fer indépendantes du
socle des moutons, de fa çon qu’il soit à l’abri
des vibrations dues à la frappe.
155. PRESSES. – Les marteaux-pilons et
les moutons ne peuvent convenir dans certains
travaux de forgeage tels que le façonnage des
plaques de blindage, des tubes pour canons,
des gros arbres de couche, et 1′.étirage des gros
lingots d’acier où l’on doit opérer par pressions
lentes. et intermittentes afin d’agir dans
toute l’épaisseur de la masse à forger. Pour ces
opérations, on utilise les presses qui par leur
action prolongée transmettent leur effet jusqu’aux
fibres intérieures du métal qui sont les
plus chaudes et les plus fluides.
Si le marteau-pilon est avantageux pour l’étirage
et le martelage, la presse est à recommander
pour le matriçage, car les matrices ne se
trouvent pas ainsi soumises aux chocs, comme
avec les marteaux-pilons, et résistent bien
mieux :mx déformations et aux ruptures.
Les presses fonctionnent par l’eau sous pression,
par la vapeur, ou par l’air comprime; elles
peuvent être à fonctionnement mécanique
par organes rigides quand leur puissance est
faible.
Les presses hydrauliques à forger_ se font
pour des puissances depuis 1200 jusqu’à 15.000
tonnes (pression exercee); la pression de l’eau
peut dépasser 300 kilos par cm’. Les vitesses
de travail sont ordinairement de 15 à 20 coups
par minute ; elles atteignent 120 à 150 coups
dans certains types. Elles sont analogues à celle
représentée fig. 718.
· Les presses à vapeur et les presses à air comprimé
fonctionnent sous une pression bien
moindre que les précédentes; leurs cylindres



